
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
60
TEKNISK TIDSKRIFT
15 AUG. 1931
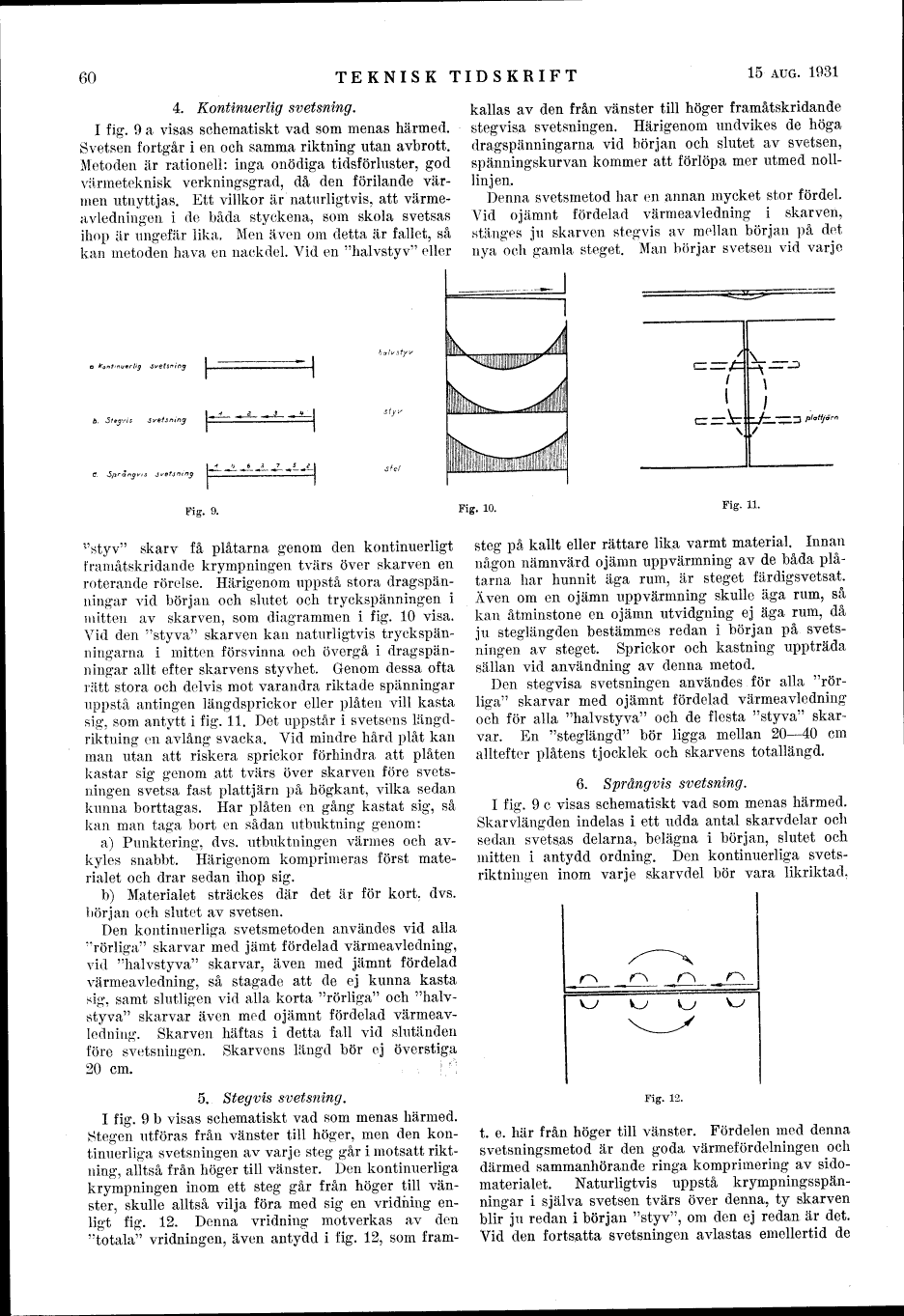
4. Kontinuerlig svetsning.
I fig. 9 a visas schematiskt vad som menas härmed.
Svetsen fortgår i en och samma riktning utan avbrott.
Metoden är rationell: inga onödiga tidsförluster, god
värmeteknisk verkningsgrad, då den förilande
värmen utnyttjas. Ett villkor är naturligtvis, att
värme-avledningen i de båda styckena, som skola svetsas
ihop är ungefär lika, Men även om detta är fallet, så
kan metoden hava en nackdel. Vid en "halvstyv" eller
b. Stejvis j refs ning
ff. 3pr£ngr/s Svetsning y~ "
Fig. 9. Fig. 10.
l’styv" skarv få plåtarna genom den kontinuerligt
framåtskridande krympningen tvärs över skarven en
roterande rörelse. Härigenom uppstå stora
dragspänningar vid början och slutet och tryckspänningen i
mitten av skarven, som diagrammen i fig. 10 visa.
Vid den "styva" skarven kan naturligtvis
tryckspän-ningarna i mitten försvinna och övergå i
dragspän-ningår allt efter skarvens styvhet. Genom dessa ofta
rätt stora och delvis mot varandra riktade spänningar
uppstå antingen längdsprickor eller plåten vill kasta
sig, som antytt i fig. 11. Det uppstår i svetsens
längdriktning en avlång svacka. Vid mindre hård plåt kan
man utan att riskera sprickor förhindra att plåten
kastar sig genom att tvärs över skarven före
svetsningen svetsa fast plattjärn på högkant, vilka sedan
kunna borttagas. Har plåten en gång kastat sig, så
kan man taga bort en sådan utbuktning genom:
a) Punktering, dvs. utbuktningen värmes och
av-kyles snabbt. Härigenom komprimeras först
materialet och drar sedan ihop sig.
b) Materialet sträckes där det är för kort. dvs.
början och slutet av svetsen.
Den kontinuerliga svetsmetoden användes vid alla
"rörliga" skarvar med jämt fördelad värmeavledning,
vid "halvstyva" skarvar, även med jämnt fördelad
värmeavledning, så stagade att de ej kunna kasta
sig, samt slutligen vid alla korta "rörliga" och
"halvstyva" skarvar även med ojämnt fördelad
värmeavledning. Skarven häftas i detta fall vid slutänden
före svetsningen. Skarvens längd bör ej överstiga
20 cm. ; ö
5. Stegvis svetsning.
I fig. 9 b visas schematiskt vad som rnenas härmed.
Stegen utföras från vänster till höger, men den
kontinuerliga svetsningen av varje steg går i motsatt
riktning, alltså från höger till vänster. Den kontinuerliga
krympningen inom ett steg går från höger till
vänster, skulle alltså vilja föra med sig en vridning
enligt fig. 12. Denna vridning motverkas av den
"totala" vridningen, även antydd i fig. 12, som fram-
kallas av den från vänster till höger framåtskridande
stegvisa svetsningen. Härigenom undvikes de höga
dragspänningarna vid början och slutet av svetsen,
spänningskurvan kommer att förlöpa mer utmed
noll-linjen.
Denna svetsmetod har en annan mycket stor fördel.
Vid ojämnt fördelad värmeavledning i skarven,
stänges ju skarven stegvis av mellan början på det
nya och gamla steget. Man börjar svetsen vid varje
r–f-
\_ __
-\ - -*
\
l
L/H.~miIj ptotf/vrr
Fig. 11.
steg på kallt eller rättare lika varmt material. Innan
någon nämnvärd ojämn uppvärmning av de båda
plåtarna har hunnit äga rum, är steget färdigsvetsat.
Även om en ojämn uppvärmning skulle äga rum, så
kan åtminstone en ojämn utvidgning ej äga rum, då
ju steglängden bestämmes redan i början på
svetsningen av steget. Sprickor och kastning uppträda
sällan vid användning av denna metod.
Den stegvisa svetsningen användes för alla
"rörliga" skarvar med ojämnt fördelad värmeavledning
och för alla "halvstyva" och de flesta "styva"
skarvar. En "steglängd" bör ligga mellan 20-40 cm
alltefter plåtens tjocklek och skarvens totallängd.
6. Språngvis svetsning.
I fig. 9 c visas schematiskt vad som menas härmed.
Skarvlängden indelas i ett udda antal skarvdelar och
sedan svetsas delarna, belägna i början, slutet och
mitten i antydd ordning. Den kontinuerliga
svets-riktningen inom varje skarvdel bör vara likriktad.
Fig. 12.
t. e. här från höger till vänster. Fördelen med denna
svetsningsmetod är den goda värmefördelningen och
därmed sammanhörande ringa komprimering av
sidomaterialet. Naturligtvis uppstå
krympningsspänningar i själva svetsen tvärs över denna, ty skarven
blir ju redan i början "styv", om den ej redan är det.
Vid den fortsatta svetsningen avlastas emellertid de
<< prev. page << föreg. sida << >> nästa sida >> next page >>