
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8
TEKNISK TIDSKRIFT
9 JAN. 1932
förelsevis ringa mejsling, vilken utfördes med
pneu-matiska hammare.
De från färdigverket kommande valsade banden
upplindades på två vertikala härvlar under det att
stångstålet fördes ut på en rullbana och kapades
medelst tvenne slädsågar. Rundstålet riktades varmt i
en Bigwood-maskin och allt stålet fördes sedan ut på
en ca 30 m lång excenterkylbädd. Efter denna fanns
en 225 tons sax klippande upp till 45 mm fyrkant
Fig. 5. Tegel till Schäffers rekuperator.
kallt. Klenare stål riktades i en sträckmaskin och
grövre stål, utom det runda, rätades kallt i
excenter-press.
Valsombytena gjordes mycket snabbt genom att
hela stol-paret utbyttes med ett annat, som på förhand
hade iordningställts.
Till valslagren, som smordes med talg och vatten,
användes rödmetall med inlagda lister av vitmetall.
Lagren hade vid besöket legat inne i 8 månader med
en valsning av 60-70 ton göt pr skift och voro
fortfarande felfria.
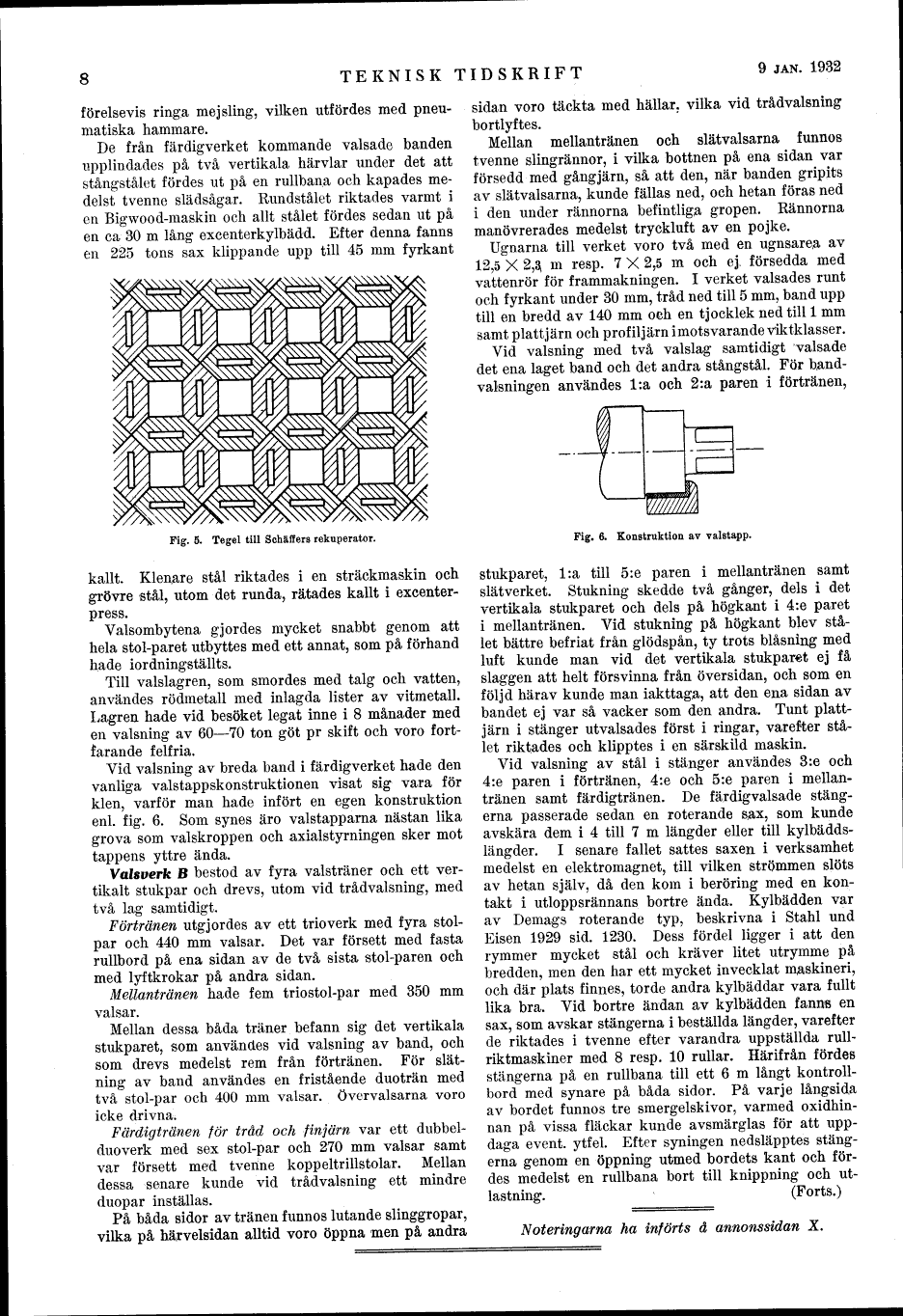
Vid valsning av breda band i f är dig verket hade den
vanliga valstappskonstruktionen visat sig vara för
klen, varför man hade infört en egen konstruktion
enl. fig. 6. Som synes äro valstapparna nästan lika
grova som valskroppen och axialstyrningen sker mot
tappens yttre ända.
Valsverk B bestod av fyra valsträner och ett
vertikalt stukpar och drevs, utom vid trådvalsning, med
två lag samtidigt.
Förtränen utgjordes av ett trioverk med fyra
stolpar och 440 mm valsar. Det var försett med fasta
rullbord på ena sidan av de två sista stol-paren och
med lyftkrokar på andra sidan.
Mellantränen hade fem triostol-par med 350 mm
valsar.
Mellan dessa båda träner befann sig det vertikala
stukparet, som användes vid valsning av band, och
som drevs medelst rem från förtränen. För
slät-ning av band användes en fristående duoträn med
två stol-par och 400 mm valsar. Övervalsarna voro
icke drivna.
Färdigtränen för tråd och finjärn var ett
dubbel-duoverk med sex stol-par och 270 mm valsar samt
var försett med tvenne koppeltrillstolar. Mellan
dessa senare kunde vid trådvalsning ett mindre
duopar inställas.
På båda sidor av tränen funnos lutande slinggropar,
vilka på härvelsidan alltid voro öppna men på andra
sidan voro täckta med hällar, vilka vid trådvalsning
bortlyftes.
Mellan mellantränen och slätvalsarna funnos
tvenne slingrännor, i vilka bottnen på ena sidan var
försedd med gångjärn, så att den, när banden gripits
av slätvalsarna, kunde fällas ned, och hetan föras ned
i den under rännorna befintliga gropen. Rännorna
manövrerades medelst tryckluft av en pojke.
Ugnarna till verket voro två med en ugnsare,a av
12,5 X 2,3, m resp. 7 X 2,5 m och ej, försedda med
vattenrör för frammakningen. I verket valsades runt
och fyrkant under 30 mm, tråd ned till 5 mm, band upp
till en bredd av 140 mm och en tjocklek ned till l mm
samt plattjärn och prof il järn i möts varande viktklasser.
Vid valsning med två valslag samtidigt valsade
det ena laget band och det andra stångstål. För
b,and-valsningen användes l:a och 2:a paren i förtränen,
Fig. 6. Konstruktion av valstapp.
stukparet, l:a till 5:e paren i mellantränen samt
slätverket. Stukning skedde två gånger, dels i det
vertikala stukparet och dels på högkant i 4:e paret
i mellantränen. Vid stukning på högkant blev
stålet bättre befriat från glödspån, ty trots blåsning med
luft kunde man vid det vertikala stukparet ej få
slaggen att helt försvinna från översidan, och som en
följd härav kunde man iakttaga, att den ena sidan av
bandet ej var så vacker som den andra. Tunt
plattjärn i stänger utvalsades först i ringar, varefter
stålet riktades och klipptes i en särskild maskin.
Vid valsning av stål i stänger användes 3:e och
4:e paren i förtränen, 4:e och 5:e paren i
mellantränen samt färdigtränen. De färdigvalsade
stängerna passerade sedan en roterande s,ax, som kunde
avskära dem i 4 till 7 m längder eller till
kylbädds-längder. I senare fallet sattes saxen i verksamhet
medelst en elektromagnet, till vilken strömmen slöts
av hetan själv, då den kom i beröring med en
kontakt i utloppsrännans bortre ända. Kylbädden var
av Demags roterande typ, beskrivna i Ståhl und
Eisen 1929 sid. 1230. Dess fördel ligger i att den
rymmer mycket stål och kräver litet utrymme på
bredden, men den har ett mycket invecklat maskineri,
och där plats finnes, torde andra kylbäddar vara fullt
lika bra. Vid bortre ändan av kylbädden fanns en
sax, som avskar stängerna i beställda längder, varefter
de riktades i tvenne efter varandra uppställda
rull-riktmaskiner med 8 resp. 10 rullar. Härifrån fördes
stängerna på en rullbana till ett 6 m långt
kontrollbord med synare på båda sidor. På varje långsida
av bordet funnos tre smergelskivor, varmed
oxidhinnan på vissa fläckar kunde avsmärglas för att
uppdaga event. ytfel. Efter syningen nedsläpptes
stängerna genom en öppning utmed bordets kant och
fördes medelst en rullbana bort till knippning och
ut-lastning. (Forts.)
Noteringarna ha införts å annonssidan X.
<< prev. page << föreg. sida << >> nästa sida >> next page >>