
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
9 SEPT. 1933
BERGSVETENSKAP
67
Maskinbrytning-ens samtidiga införande
underlättade moderniseringen av ackordsprissättningen.
Betalningen för kolhuggning med utfrakt till linbana
utgick visserligen även förr efter helackord per lass.
Men uträkningen av skiftsförtjänsten var dock
ganska tidsödande, emedan hänsyn måste tagas till
åtskilliga tillägg för mer eller mindre besvärliga
arbetsplatser och vägar m. m. Största nackdelen innebar
dock det förhållandet, att kolhuggare och dragare
(utfraktare) arbetade efter skilda ackord, samt
därjämte att en dragare oftast måste betjäna ett par
brytningsplatser, vilket givetvis var till hinders för
gott samarbete. Det nya ackordsystemet är i
korthet följande: arbetarna i varje ort bilda ett arbetslag
om 3 lastare -f- l dragare och betalas lika per lass
A-kol resp. B-kol och lera med särskilda priser, till
vilka liksom i malmgruvor komma tillägg
proportionella med våglängden. Dessa arbetslag hava
hittills med få undantag bibehållit sin sammansättning
av lastare från år till år, varför samarbetet nu är det
bästa. Egenhändig tidskrivning har införts så, att
vid skiftets slut alla arbetarna själva, men gruppvis
nedskriva utfört arbete på kort, som efter kontroll
av tvenne förmän gå direkt till avlöningskontoret.
Härigenom undslippa gruvfogdarna en hel del
skriv-göromål och få bättre tid för sin egentliga uppgift
att övervaka arbetet. Kontrollen av de brutna och
uppfordrade produkterna sker i det i samband med
"gämsen"1 byggda sorterings verket. Varje
kolhug-garlag har sitt nummer och markerar sina lass med
träpinnar, märkta med detta nummer samt
beteckningar för resp. produkter. På gämsen kan
härigenom vagnsantalet för varje lag kontrolleras (totala
vagnsantalet av varje produkt medelst elektriskt
räkneverk). För brist kvantitativt eller kvalitativt i
vagnsinnehåller finnas bötesbestämmelser.
Kolhuggarna skola nämligen själva svara för färdigsorterade
produkter. Plockarna i sorteringsverket ha å andra
sidan premie för utplockad skiffer. En av dessa
plockare, vilka alla äro f. d. kolhuggare, är av
fackföreningen vald att jämte gamsförmannen tillse, att eri
rättvis kontroll, s. k. "kassering", sker.
Mekanisering av brytningen.
Det egentliga brytningsarbetet, sådant det nu efter
genomförd mekanisering sker, uppdelas i förskräm-
Gams = system av broar eller bryggor omkring lave.
Fig. 3. Tryckluftdriven förskrämningsmaskin under drift i Höganäs.
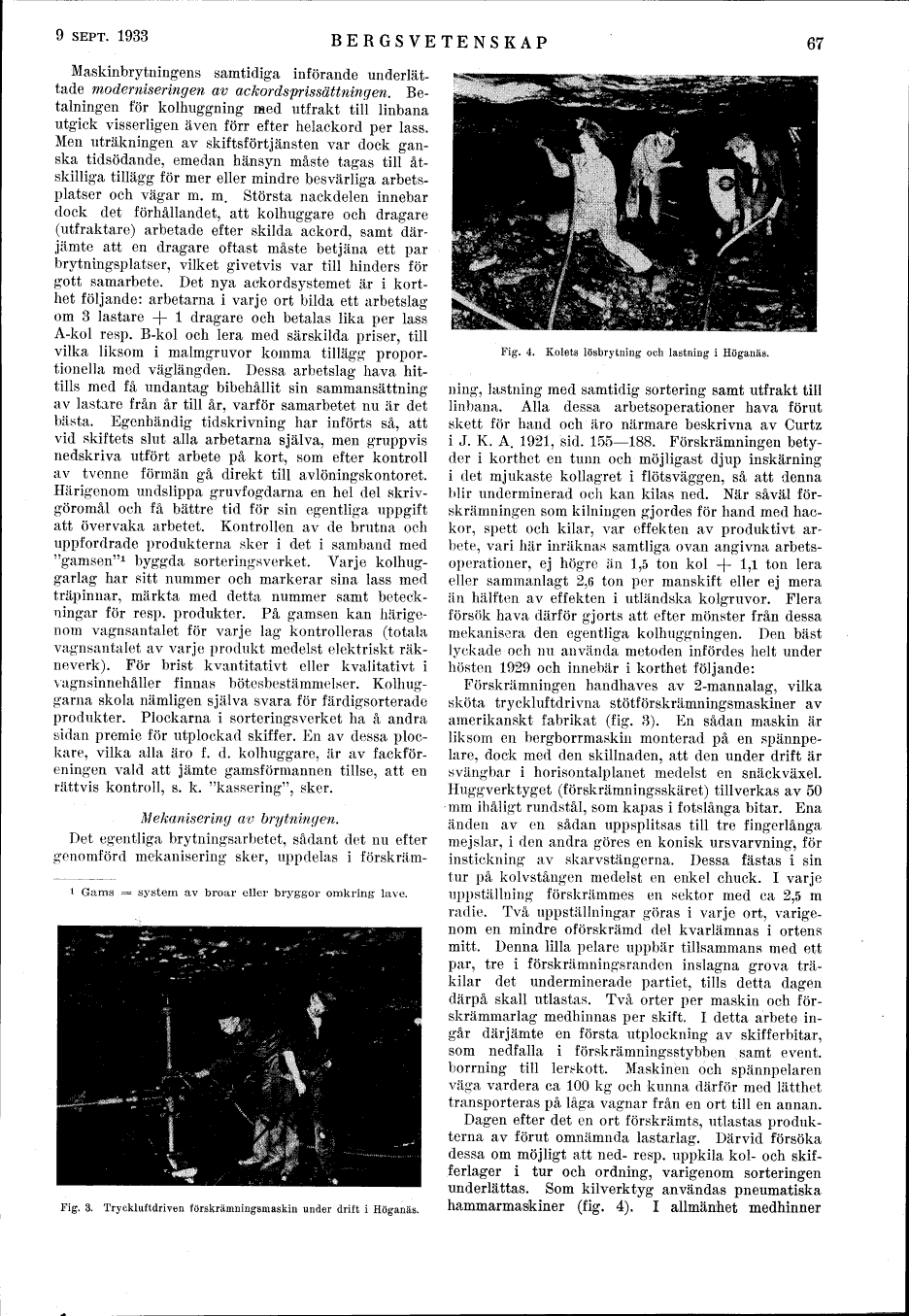
Fig. 4. Kolets lösbrytning och lastning i Höganäs.
ning, lastning med samtidig sortering samt utfrakt till
linbana. Alla dessa arbetsoperationer hava förut
skett för hand och äro närmare beskrivna av Curtz
i J. K. A. 1921, sid. 155-188. Förskrämningen
betyder i korthet en tunn och möjligast djup inskärning
i det mjukaste kollagret i f lots väggen, så att denna
blir underminerad och kan kilas ned. När såväl
för-skrämningen som kilnirigen gjordes för hand med
hackor, spett och kilar, var effekten av produktivt
arbete, vari här inräknas samtliga ovan angivna
arbetsoperationer, ej högre än 1,5 ton kol -f- 1,1 ton lera
eller sammanlagt 2,6 ton per manskift eller ej mera
än hälften av effekten i utländska kolgruvor. Flera
försök hava därför gjorts att efter mönster från dessa
mekanisera den egentliga kolhuggningen. Den bäst
lyckade och nu använda metoden infördes helt under
hösten 1929 och innebär i korthet följande:
Förskrämningen handhaves av 2-mannalag, vilka
sköta tryckluftdrivna stötförskrämningsmaskiner av
amerikanskt fabrikat (fig. 3). En sådan maskin är
liksom en bergborrmaskin monterad på en
spännpe-lare, dock med den skillnaden, att den under drift är
svängbar i horisontalplanet medelst en snäckväxel.
Huggverktyget (förskrämningsskäret) tillverkas av 50
mm ihåligt rundstål, som kapas i fotslånga bitar. Ena
änden av en sådan uppsplitsas till tre fingerlånga
mejslar, i den andra göres en konisk ursvarvning, för
instickriing av skarvstängerna. Dessa fästas i sin
tur på kolvstången medelst en enkel chuck. I varje
uppställning f or skrämmes en sektor med ca 2,5 m
radie. Två uppställningar göras i varje ort,
varigenom en mindre oförskrämd del kvarlämnas i ortens
mitt. Denna lilla pelare uppbär tillsammans med ett
par, tre i förskrämningsranden inslagna grova
träkilar det underminerade partiet, tills detta dagen
därpå skall utlastas. Två orter per maskin och
för-skrämmarlag medhinnas per skift. I detta arbete
ingår därjämte en första utplockning av skifferbitar,
som nedfalla i förskrämningsstybben samt event.
borrning till lerskott. Maskinen och spännpelaren
väga vardera ca 100 kg och kunna därför med lätthet
transporteras på låga vagnar från en ort till en annan.
Dagen efter det en ort förskrämts, utlastas
produkterna av förut omnämnda lastarlag. Därvid försöka
dessa om möjligt att ned- resp. uppkila kol- och
skifferlager i tur och ordning, varigenom sorteringen
underlättas. Som kilverktyg användas Pneumatiska
hammarmaskiner (fig. 4). I allmänhet medhinner
<< prev. page << föreg. sida << >> nästa sida >> next page >>