
Full resolution (TIFF) - On this page / på denna sida - Häfte 1. Jan. 1933 - Rudolf A. Furrer: M/S "Mythen"
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 JAN. 1933
SKEPPSBYGGNADSKONST
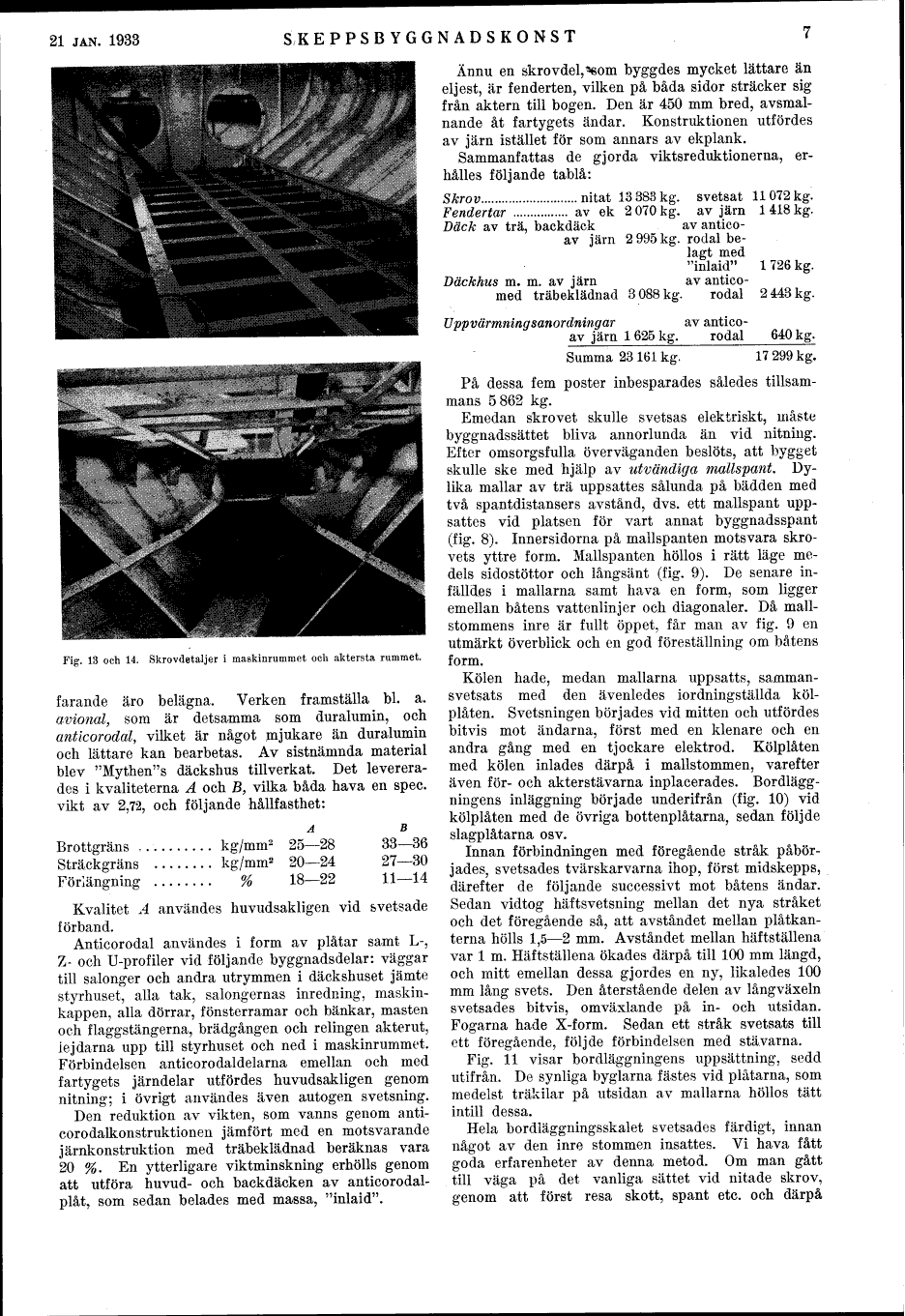
Fig. 13 och 14. Skrovdetaljer i maskinrummet och aktersta rummet.
farande äro belägna. Verken framställa bl. a. avional, som är detsamma som duralumin, och anticorodal, vilket är något mjukare än duralumin och lättare kan bearbetas. Av sistnämnda material blev "Mythen"s däckshus tillverkat. Det levererades i kvaliteterna A och B, vilka båda hava en spec. vikt av 2,72, och följande hållfasthet:
Brottgräns , . o........ kg/mm2 25-28
Sträckgräns ........ kg/mm2 20-24
Förlängning ........ % 18-22
B
33-36 27-30 11-14
Kvalitet A användes huvudsakligen vid svetsade förband.
Anticorodal användes i form av plåtar samt L-, Z- och U-profiler vid följande byggnadsdelar: väggar till salonger och andra utrymmen i däckshuset jämte styrhuset, alla tak, salongernas inredning, maskin-kappen, alla dörrar, fönsterramar och bänkar, masten och flaggstängerna, brädgången och relingen akterut, iejdarna upp till styrhuset och ned i maskinrummet. Förbindelsen anticoro daldelarna emellan och med fartygets järndelar utfördes huvudsakligen genom nitning; i övrigt användes även autogen svetsning.
Den reduktion av vikten, som vanns genom anti-corodalkonstruktionen jämfört med en motsvarande järnkonstruktion med träbeklädnad beräknas vara 20 %. En ytterligare viktminskning erhölls genom att utföra huvud- och backdäcken av anticorodal-plåt, som sedan belades med massa, "inlaid".
Ännu en skrovdel,^gom byggdes mycket lättare än eljest, är fenderten, vilken på båda sidor sträcker sig från aktern till bogen. Den är 450 mm bred, avsmalnande åt fartygets ändar. Konstruktionen utfördes av järn istället för som annars av ekplank.
Sammanfattas de gjorda viktsreduktionerna, er-hålles följande tablå:
Skrov............................nitat 13 383 kg. svetsat 11 072 kg.
Fendertar ................ av ek 2 070 kg. av järn l 418 kg.
Däck av trä, backdäck av antico-
av järn 2 995 kg. rodal belagt med
"inlaid" l 726 kg. Däckhus m. m. av järn av antico-
med träbeklädnad 3 088 kg. rodal 2 443 kg.
Uppvärmningsanor aningar av antico-
av järn l 625 kg. rodal 640 kg.
Summa 23 161 kg.
17 299 kg.
På dessa fem poster inbesparades således tillsammans 5 862 kg.
Emedan skrovet skulle svetsas elektriskt, måste byggnadssättet bliva annorlunda än vid nitning. Efter omsorgsfulla överväganden beslöts, att bygget skulle ske med hjälp av utvändiga mattspant. Dylika mallar av trä uppsattes sålunda på bädden med två spantdistansers avstånd, dvs. ett mallspant uppsattes vid platsen för vart annat byggnadsspant (fig. 8). Innersidorna på mallspanten motsvara skrovets yttre form. Mallspanten höllos i rätt läge medels sidostöttor och långsänt (fig. 9). De senare infälldes i mallarna samt hava en form, som ligger emellan båtens vattenlinjer och diagonaler. Då mallstommens inre är fullt öppet, får man av fig. 9 en utmärkt överblick och en god föreställning om båtens form.
Kölen hade, medan mallarna uppsatts, sammansvetsats med den ävenledes iordningställda kölplåten. Svetsningen börjades vid mitten och utfördes bitvis mot ändarna, först med en klenare och en andra gång med en tjockare elektrod. Kölplåten med kölen inlades därpå i mallstommen, varefter även för- och akterstävarna inplacerades. Bordläggningens inläggning började underifrån (fig. 10) vid kölplåten med de övriga bottenplåtarna, sedan följde slagplåtarna osv.
Innan förbindningen med föregående stråk påbörjades, svetsades tvärskarvarna ihop, först midskepps, därefter de följande successivt mot båtens ändar. Sedan vidtog häftsvetsning mellan det nya stråket och det föregående så, att avståndet mellan plåtkanterna hölls 1,5-2 mm. Avståndet mellan häftställena var l m. Häftställena ökades därpå till 100 mm längd, och mitt emellan dessa gjordes en ny, likaledes 100 mm lång svets. Den återstående delen av långväxeln svetsades bitvis, omväxlande på in- och utsidan. Fogarna hade X-form. Sedan ett stråk svetsats till ett föregående, följde förbindelsen med stävarna.
Fig. 11 visar bordläggningens uppsättning, sedd utifrån. De synliga byglarna fästes vid plåtarna, som medelst träkilar på utsidan av mallarna höllos tätt intill dessa.
^Hela bordläggningsskalet svetsades färdigt, innan något av den inre stommen insattes. Vi hava fått goda erfarenheter av denna metod. Om man gått till väga på det vanliga sättet vid nitade skrov, genom att först resa skott, spant etc. och därpå
<< prev. page << föreg. sida << >> nästa sida >> next page >>