
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 10. Okt. 1934
- T. Ekstam: Magasinstappar av järn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
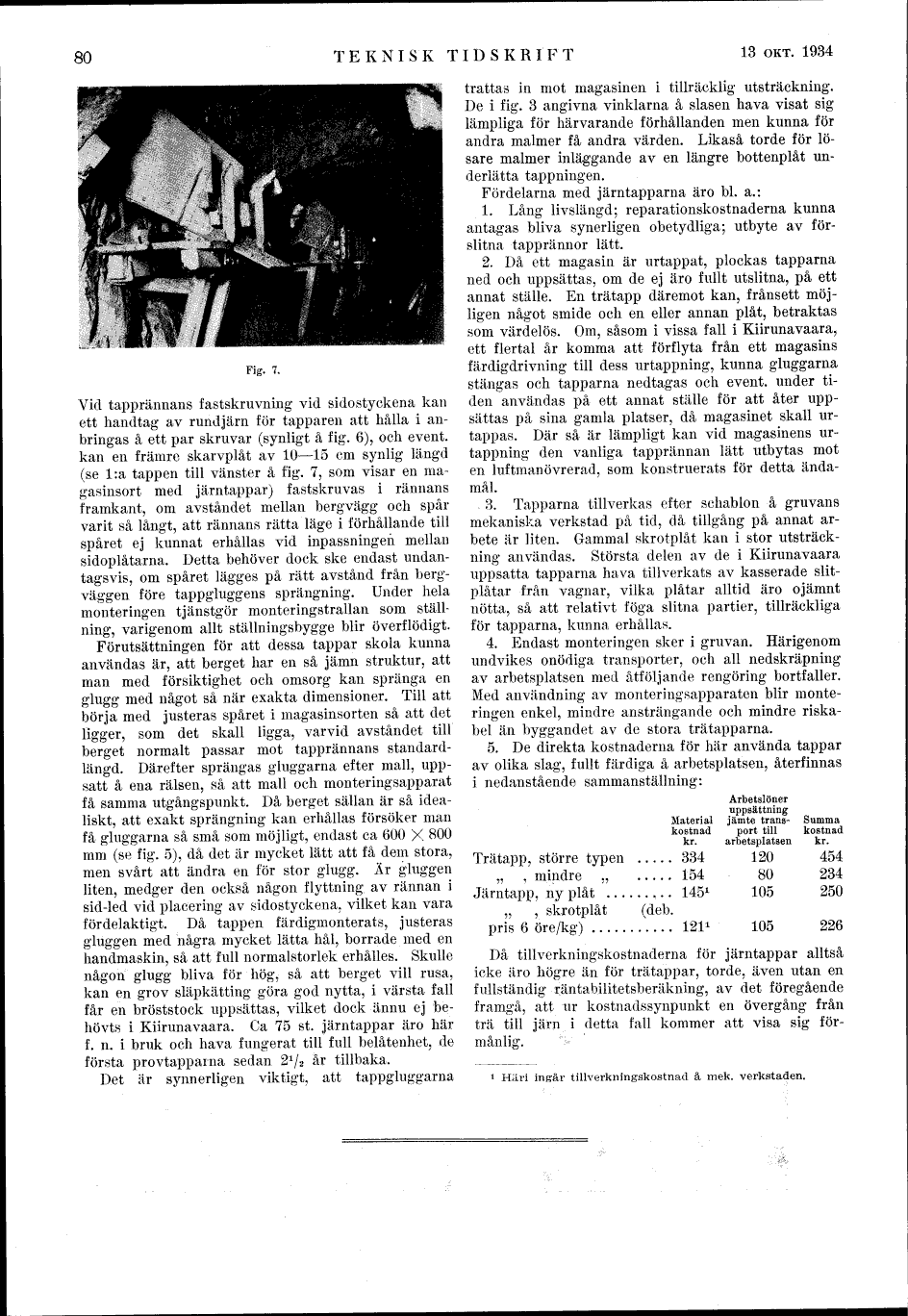
Fig. 7.
|
Vid tapprännans fastskruvning vid sidostyckena kan
ett handtag av rundjärn för tapparen att hålla i
anbringas å ett par skruvar (synligt å fig. 6), och event.
kan en främre skarvplåt av 10–15 cm synlig längd
(se 1:a tappen till vänster å fig. 7, som visar en
magasinsort med järntappar) fastskruvas i rännans
framkant, om avståndet mellan bergvägg och spår
varit så långt, att rännans rätta läge i förhållande till
spåret ej kunnat erhållas vid inpassningen mellan
sidoplåtarna. Detta behöver dock ske endast
undantagsvis, om spåret lägges på rätt avstånd från
bergväggen före tappgluggens sprängning. Under hela
monteringen tjänstgör monteringstrallan som
ställning, varigenom allt ställningsbygge blir överflödigt.
Förutsättningen för att dessa tappar skola kunna
användas är, att berget har en så jämn struktur, att
man med försiktighet och omsorg kan spränga en
glugg med något så när exakta dimensioner. Till att
börja med justeras spåret i magasinsorten så att det
ligger, som det skall ligga, varvid avståndet till
berget normalt passar mot tapprännans
standardlängd. Därefter sprängas gluggarna efter mall,
uppsatt å ena rälsen, så att mall och monteringsapparat
få samma utgångspunkt. Då berget sällan är så
idealiskt, att exakt sprängning kan erhållas försöker man
få gluggarna så små som möjligt, endast ca 600 X 800
mm (se fig. 5), då det är mycket lätt att få dem stora,
men svårt att ändra en för stor glugg. Är gluggen
liten, medger den också någon flyttning av rännan i
sidled vid placering av sidostyckena, vilket kan vara
fördelaktigt. Då tappen färdigmonterats, justeras
gluggen med några mycket lätta hål, borrade med en
handmaskin, så att full normalstorlek erhålles. Skulle
någon glugg bliva för hög, så att berget vill rusa,
kan en grov släpkätting göra god nytta, i värsta fall
får en bröststock uppsättas, vilket dock ännu ej
behövts i Kiirunavaara. Ca 75 st. järntappar äro här
f. n. i bruk och hava fungerat till full belåtenhet, de
första provtappama sedan 2 1/2 år tillbaka.
Det är synnerligen viktigt, att tappgluggarna
trättas in mot magasinen i tillräcklig utsträckning.
De i fig. 3 angivna vinklarna å slasen hava visat sig
lämpliga för härvarande förhållanden men kunna för
andra malmer få andra värden. Likaså torde för
lösare malmer inläggande av en längre bottenplåt
underlätta tappningen.
Fördelarna med järntapparna äro bl. a.:
1. Lång livslängd; reparationskostnaderna kunna
antagas bliva synerligen obetydliga; utbyte av
förslitna tapprännor lätt.
2. Då ett magasin är urtappat, plockas tapparna
ned och uppsättas, om de ej äro fullt utslitna, på ett
annat ställe. En trätapp däremot kan, frånsett
möjligen något smide och en eller annan plåt, betraktas
som värdelös. Om, såsom i vissa fall i Kiirunavaara,
ett flertal år komma att förflyta från ett magasins
färdigdrivning till dess urtappning, kunna gluggarna
stängas och tapparna nedtagas och event. under
tiden användas på ett annat ställe för att åter
uppsättas på sina gamla platser, då magasinet skall
urtappas. Där så är lämpligt kan vid magasinens
urtappning den vanliga tapprännan lätt utbytas mot
en luftman övrerad, som konstruerats för detta ändamål.
3. Tapparna tillverkas efter schablon å gruvans
mekaniska verkstad på tid, då tillgång på annat
arbete är liten. Gammal skrotplåt kan i stor
utsträckning användas. Största delen av de i Kiirunavaara
uppsatta tapparna hava tillverkats av kasserade
slitplåtar från vagnar, vilka plåtar alltid äro ojämnt
nötta, så att relativt föga slitna partier, tillräckliga
för tapparna, kunna erhållas.
4. Endast monteringen sker i gruvan. Härigenom
undvikes onödiga transporter, och all nedskräpning
av arbetsplatsen med åtföljande rengöring bortfaller.
Med användning av moiiteringsapparaten blir
monteringen enkel, mindre ansträngande och mindre
riskabel än byggandet av de stora trätapparna.
5. De direkta kostnaderna för här använda tappar
av olika slag, fullt färdiga å arbetsplatsen, återfinnas
i nedanstående sammanställning:
| Material
kostnad
kr. | Arbetslöner
uppsättning
jämte
transport till
arbetsplatsen | Summa
kostnad
kr. |
| Trätapp, större typen . . . | 334 | 120 | 454 |
| Trätapp, mindre typen . . . | 154 | 80 | 234 |
| Järntapp, ny plåt . . . | 145[1] | 105 | 250 |
Järntapp, skrotplåt (deb.
pris 6 öre/kg) . . . | 121[2] | 105 | 226 |
Då tillverkningskostnaderna för järntappar alltså
icke äro högre än för trätappar, torde, även utan en
fullständig räntabilitetsberäkning, av det föregående
framgå, att ur kostnadssynpunkt en övergång från
trä till järn i detta fall kommer att visa sig
förmånlig.
[1] Häri ingår tillverkningskostnad å mek. verkstaden.
[2] Häri ingår tillverkningskostnad å mek. verkstaden.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Fri Oct 18 15:30:33 2024
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934b/0082.html

