
Full resolution (TIFF) - On this page / på denna sida - Häfte 7. Juli 1934 - H. Spanne: Kondensatorer inom krafttekniken
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
7 JULI 1934
ELEKTROTEKNIK
105
Det torde i detta sammanhang vara av intresse att
nämna, att alla i kondensatorer ingående detaljer
noggrant böra tvättas, för att inga skadliga ämnen
skola införas i kondensatorn.
Själva behållarna måste vara absolut täta och
utföras därför vanligast av 1,5 till 2 mm svart järnplåt
och alla fogar svetsas. Tennlödning har icke hittills
kunnat utföras tillfredsställande
tät. Tätningar vid
kondensatorns porslinsgenom-r-) i . föringar måste vara
racknmcj av sådant material,
som är
volymbestän-digt och elastiskt. Detta innebär,
att själva tätningsmaterialet icke
får förändras vid förekommande
torkning, fuktning och värme. Av
några hundratal olika tätningsslag,
som prövats, har Sieverts
kabelverk funnit anordningen enl. fig. 7
lämpligast för tätning omkring
porslinsgenonifö-ringen. Själva tätningsorganet består av gummi
delvis beklätt med metallplåt. Tätningen införes
alltid mellan tvenne parallella ytor, som
sammanpressas med exakt och noggrant utprovat tryck.
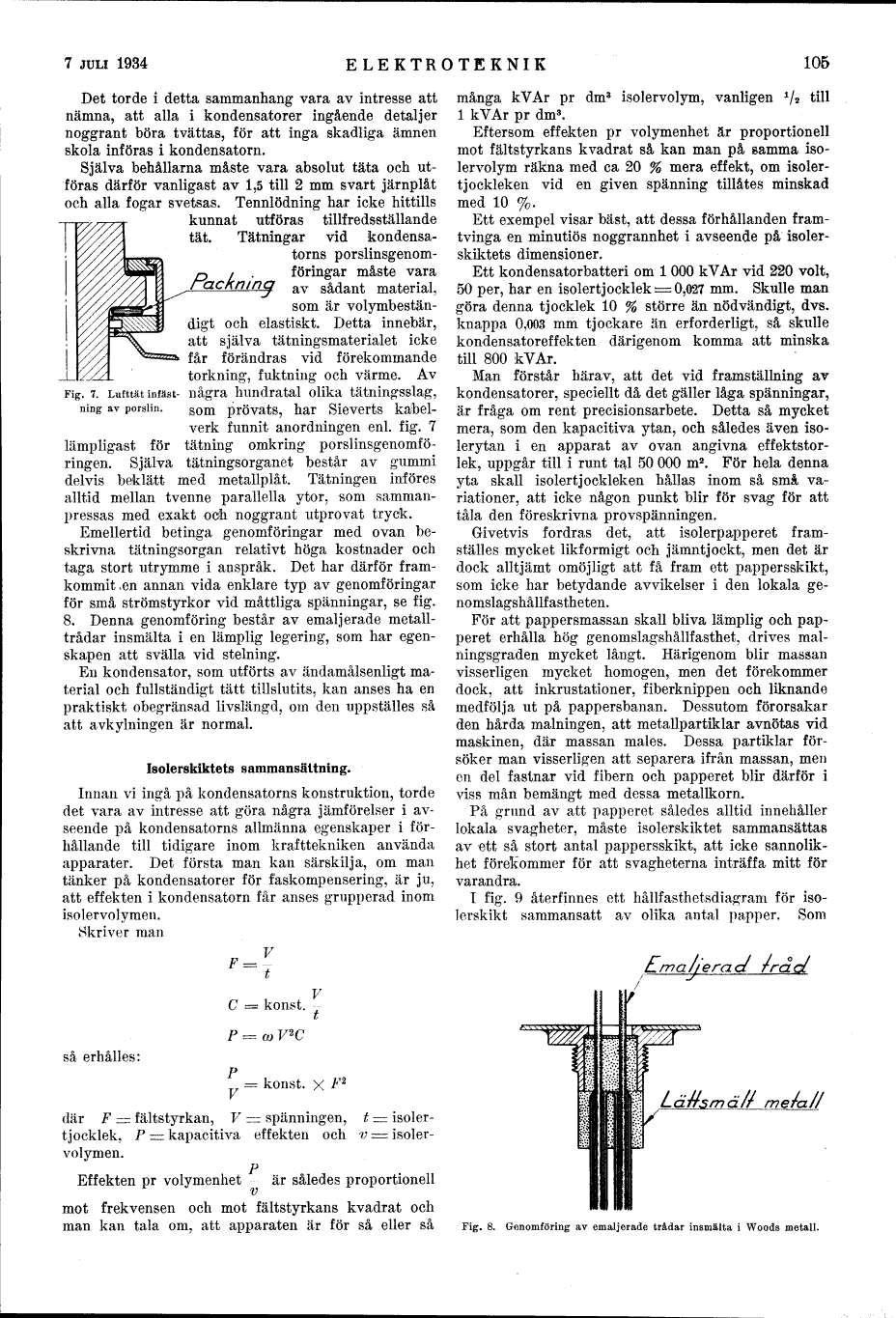
Emellertid betinga genomföringar med ovan
beskrivna tätningsorgan relativt höga kostnader och
taga stort utrymme i anspråk. Det har därför
framkommit <en annan vida enklare typ av genomföringar
för små strömstyrkor vid måttliga spänningar, se fig.
8. Denna genomföring består av emaljerade
metalltrådar insmälta i en lämplig legering, som har
egenskapen att svälla vid stelning.
En kondensator, som utförts av ändamålsenligt
material och fullständigt tätt tillslutits, kan anses ha en
praktiskt obegränsad livslängd, om den uppställes så
att avkylningen är normal.
Isolerskiktets sammansättning.
Innan vi ingå på kondensatorns konstruktion, torde
det vara av intresse att göra några jämförelser i
avseende på kondensatorns allmänna egenskaper i
förhållande till tidigare inom krafttekniken använda
apparater. Det första man kan särskilja, om man
tänker på kondensatorer för faskompensering, är ju,
att effekten i kondensatorn får anses grupperad inom
isolervolymen.
Skriver man
så erhålles:
F =.
C == konst.
P = a) V2C
P
V
V
= konst. X
där F = fältstyrkan, V - spänningen, t =
isoler-tjocklek, P - kapacitiva effekten och v =
isolervolymen.
p
Effekten pr volymenhet är således proportionell
mot frekvensen och mot fältstyrkans kvadrat och
man kan tala om, att apparaten är för så eller så
många kV Ar pr dm3 isolervolym, vanligen 1/2 till
l kVAr pr dm3.
Eftersom effekten pr volymenhet är proportionell
mot fältstyrkans kvadrat så kan man på samma
isolervolym räkna med ca 20 % mera effekt, om
isoler-tjockleken vid en given spänning tillåtes minskad
med 10 %.
Ett exempel visar bäst, att dessa förhållanden
framtvinga en minutiös noggrannhet i avseende på
isoler-skiktets dimensioner.
Ett kondensatorbatteri om l 000 kV Ar vid 220 volt,
50 per, har en isolertjocklek±=:0,027 mm. Skulle man
göra denna tjocklek 10 % större än nödvändigt, dvs.
knappa 0,003 mm tjockare än erforderligt, så skulle
kondensatoreffekten därigenom komma att minska
till 800 kVAr.
Man förstår härav, att det vid framställning av
kondensatorer, speciellt då det gäller låga spänningar,
är fråga om rent precisionsarbete. Detta så mycket
mera, som den kapacitiva ytan, och således även
iso-lerytan i en apparat av ovan angivna
effektstorlek, uppgår till i runt tal 50 000 m2. För hela denna
yta skall isolertjockleken hållas inom så små
variationer, att icke någon punkt blir för svag för att
tåla den föreskrivna provspänningen.
Givetvis fordras det, att isolerpapperet
framställes mycket likformigt och jämntjockt, men det är
dock alltjämt omöjligt att få fram ett pappersskikt,
som icke har betydande avvikelser i den lokala
genomslagshållfastheten.
För att pappersmassan skall bliva lämplig och
papperet erhålla hög genomslagshållfasthet, drives
mal-ningsgraden mycket långt. Härigenom blir massan
visserligen mycket homogen, men det förekommer
dock, att inkrustationer, fiberknippen och liknande
medfölja ut på pappersbanan. Dessutom förorsakar
den hårda målningen, att metallpartiklar avnötas vid
maskinen, där massan males. Dessa partiklar
försöker man visserligen att separera ifrån massan, men
en del fastnar vid fibern och papperet blir därför i
viss mån bemängt med dessa metallkorn.
På grund av att papperet således alltid innehåller
lokala svagheter, måste isolerskiktet sammansättas
av ett så stort antal pappersskikt, att icke
sannolikhet förekommer för att svagheterna inträffa mitt för
varandra.
I fig. 9 återfinnes ett hållfasthetsdiagram för
iso-lerskikt sammansatt av olika antal papper. Som
Ema/ieraa. Troia,
Lä//smä// me/a//
Fig. 8. Genomföring av emaljerade trådar insmälta i Woods metall.
Fig. 7. Lufttät
infästning av porslin.
Packning
-j.
<< prev. page << föreg. sida << >> nästa sida >> next page >>