
Full resolution (JPEG) - On this page / på denna sida - Häfte 10. 9 mars 1935 - Olika slag av elektroder, deras skillnad i metallurgiskt hänseende samt därutav betingade skillnader hos svetsmaterialet, av Elis Helin

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
delaktig. Mest inverkar enligt C provstyckets
temperatur på de mekaniska egenskaperna, av vilka
brottgränsen fallit, men förlängning och kontraktion
stigit.
Här utförda försök kunna sägas vara ett
kriterium på en elektrods förmåga att tåla
överströmstyrka och värme. Hade liknande provningar gjorts
med den med färskande hölje försedda elektroden,
skulle försöken A och B ha kunnat utföras men ej
C på grund av tidigare angivna orsaker, och ej
heller skulle så hög överströmstyrka ha kunnat
begagnas.
Det har tidigare sagts, att tunnbeklädda elektroder
ej tåla så mycket överström som tjockbeklädda.
För tunnbeklädd elektrod i 5 mm dimension brukar
den övre gränsen för strömstyrkan angivas till ca
180 amp. mot betydligt högre för tjockbeklädd
med neutralt hölje. Det har likaledes tidigare
påpekats, att en elektrod med rikare legerad kärna
bättre tål högre ström än en med lägre halt av
legeringsbeståndsdelar. Då genom sådana försök som
A, B och C skillnaden mellan elektroderna bör
framträda, gjordes liknande prov med två
tunnbeklädda elektroder av 5 mm diameter med följande
kärnanalyser:
1) C = 0,10 % 2) C = 0,25 %
Mn = 0,40 % Mn = 0,50 %
A) Hög strömstyrka: 230—240 amp. Provstycket
fick kallna mellan varje sträng.
B) Låg strömstyrka: 140—150 amp. Provstycket
fick kallna mellan varje sträng.
C) 180—190 amp. Provstycket hade god värme.
A B C
1) Sträckgräns kg/mm2 .......... 30,6 24,8 21,8
Brottgräns „ .......... 41,5 37,6 37,3
Förlängning 1/2 N mätlängd % 9,7 10,9 10,3
2) Sträckgräns kg/mm2 .......... 32,8 31,4 25,0
Brottgräns „ .......... 43,3 44,9 38,3
Förlängning ]/2 N mätlängd % 8,5 8,0 12,2
Resultaten av dessa försök verifiera förut gjorda
påstående, att elektroder med större halter
legeringsbeståndsdelar i kärnan bättre tåla högre
strömstyrka.
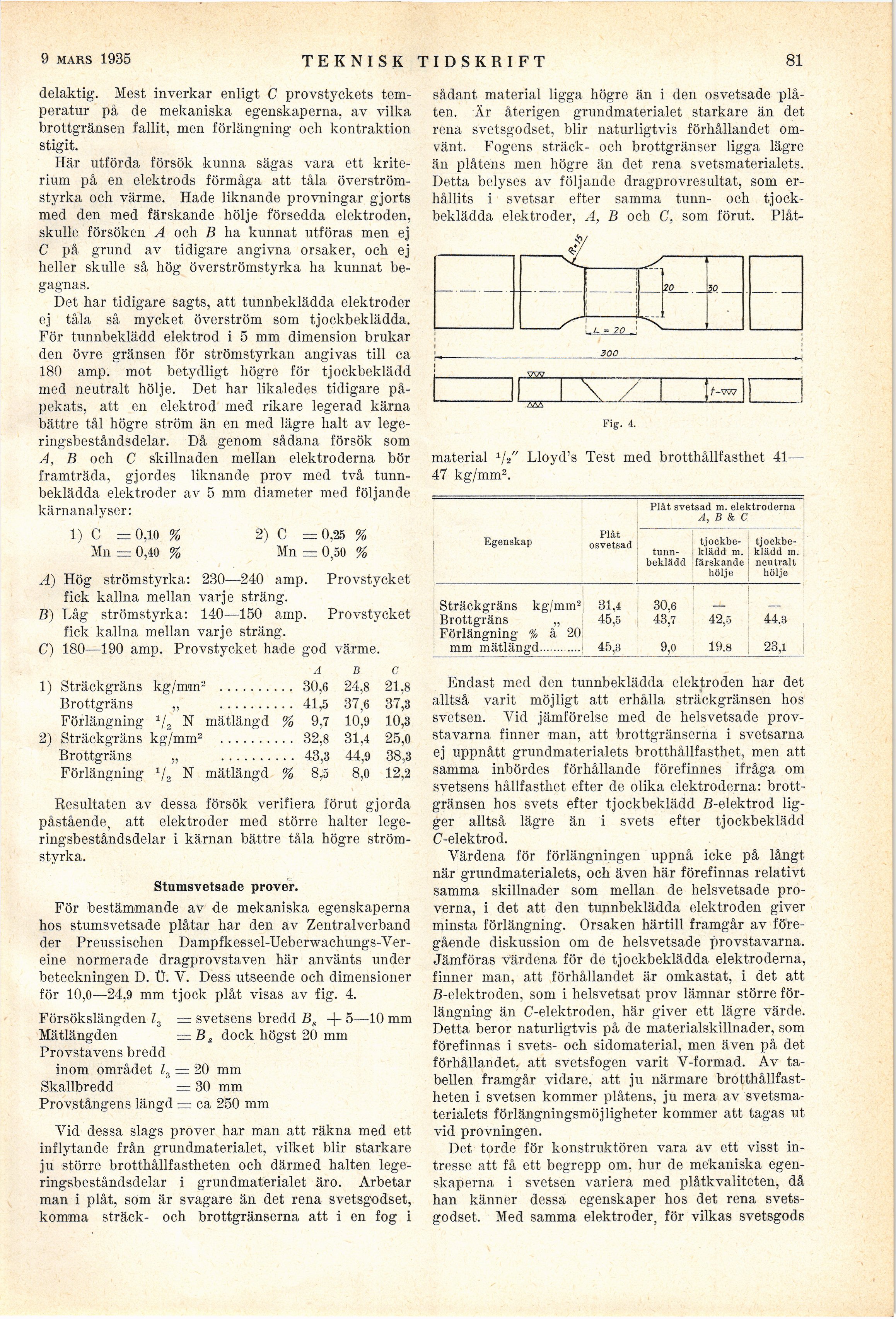
Stumsvetsade prover.
För bestämmande av de mekaniska egenskaperna
hos stumsvetsade plåtar har den av Zentralverband
der Preussischen
Dampfkessel-Ueberwachungs-Vereine normerade dragprovstaven här använts under
beteckningen D. Ü. V. Dess utseende och dimensioner
för 10,0—24,9 mm tjock plåt visas av fig. 4.
Försökslängden l3 = svetsens bredd Bs + 5—10 mm
Mätlängden = Bs dock högst 20 mm
Provstavens bredd
inom området l3 = 20 mm
Skallbredd = 30 mm
Provstångens längd = ca 250 mm
Vid dessa slags prover har man att räkna med ett
inflytande från grundmaterialet, vilket blir starkare
ju större brotthållfastheten och därmed halten
legeringsbeståndsdelar i grundmaterialet äro. Arbetar
man i plåt, som är svagare än det rena svetsgodset,
komma sträck- och brottgränserna att i en fog i
sådant material ligga högre än i den osvetsade
plåten. Är återigen grundmaterialet starkare än det
rena svetsgodset, blir naturligtvis förhållandet
omvänt. Fogens sträck- och brottgränser ligga lägre
än plåtens men högre än det rena svetsmaterialets.
Detta belyses av följande dragprovresultat, som
erhållits i svetsar efter samma tunn- och
tjockbeklädda elektroder, A, B och C, som förut.
Plåtmaterial 1/2" Lloyd’s Test med brotthållfasthet
41-47 kg/mm2.
 |
| Fig. 4. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}