
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 23 mars 1935 - Den helsvetsade Pålsundsbron i Stockholm, av D. Arvidson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
den tillräckliga och
fastställda tänjbarheten
hos svetsfogen släppte
man efter på
hållfastheten och valde en
elektrod, som gav
ungefär följande värden vid
dragprov på
helsvetsade provstycken.
Brottgräns 45—50 kg/mm2,
sträckgräns 34—38
kg/mm2 samt
förlängning 20 % på en
mätlängd, motsvarande 5
ggr. provstavens
diameter.
Det måste än en
gång framhållas att
valet av en elektrod
med så låga
hållfasthetsvärden var
föranstaltad av bristen på
elektroder, som
samtidigt gåvo den
önskade högre hållfastheten
och tänjbarheten i
svetsfogen. Det visade
sig även att
användning av elektroder med
större hållfasthet
medförde en sänkning av
tänjbarheten och en
ökning av risk för
sprickbildning vid svetsens
avsvalning och
krympning.
Följderna av denna
skillnad i
svetsmaterialets och
grundmaterialets hållfasthet visade sig vid utförandet av
tvärbalkarna. Livplåten, som har en tjocklek av
17 mm, är skarvad på mitten av balken. Skarven
var ursprungligen utförd som en sicksackformad
X-svets (se fig. 4). Redan vid utförandet av den
första skarven konstaterades olägenheterna av denna
form på skarven vid ifrågavarande material.
Påkänningarna på grund av svetsens krympning i
balkens tvärled och längdled bör addera sig och
åstadkomma en resulterande krympning, vinkelrätt
mot svetsfogens element, som här är större än i
vanliga fall. Denna krympning kommer, på grund av
att svetsmaterialet har lägre sträckgräns än
grundmaterialet, att helt tas ut i svetsen. På grund av
svetsens relativt ringa längd blir den totala
krympning, som kan tillåtas, innan svetsen har uppnått
brottgränsen, mycket liten och i detta fall mindre
än den verkligt uppträdande krympningen. Följden
är att svetsen spricker. Särskilt framträdande blevo
dessa svårigheter när plåtmaterialet hade sin
sträckgräns högre än svetsmaterialets brottgräns. I
sådana fall uppstodo ofelbart sprickor i svetsen vid
avsvalnandet. På grund av sprickrisk ändrades
skarven så att krympningen blev mindre. Den
tryckta delen av skarven gjordes rak och med en
45° slinga i den dragna zonen av tvärsnittet.
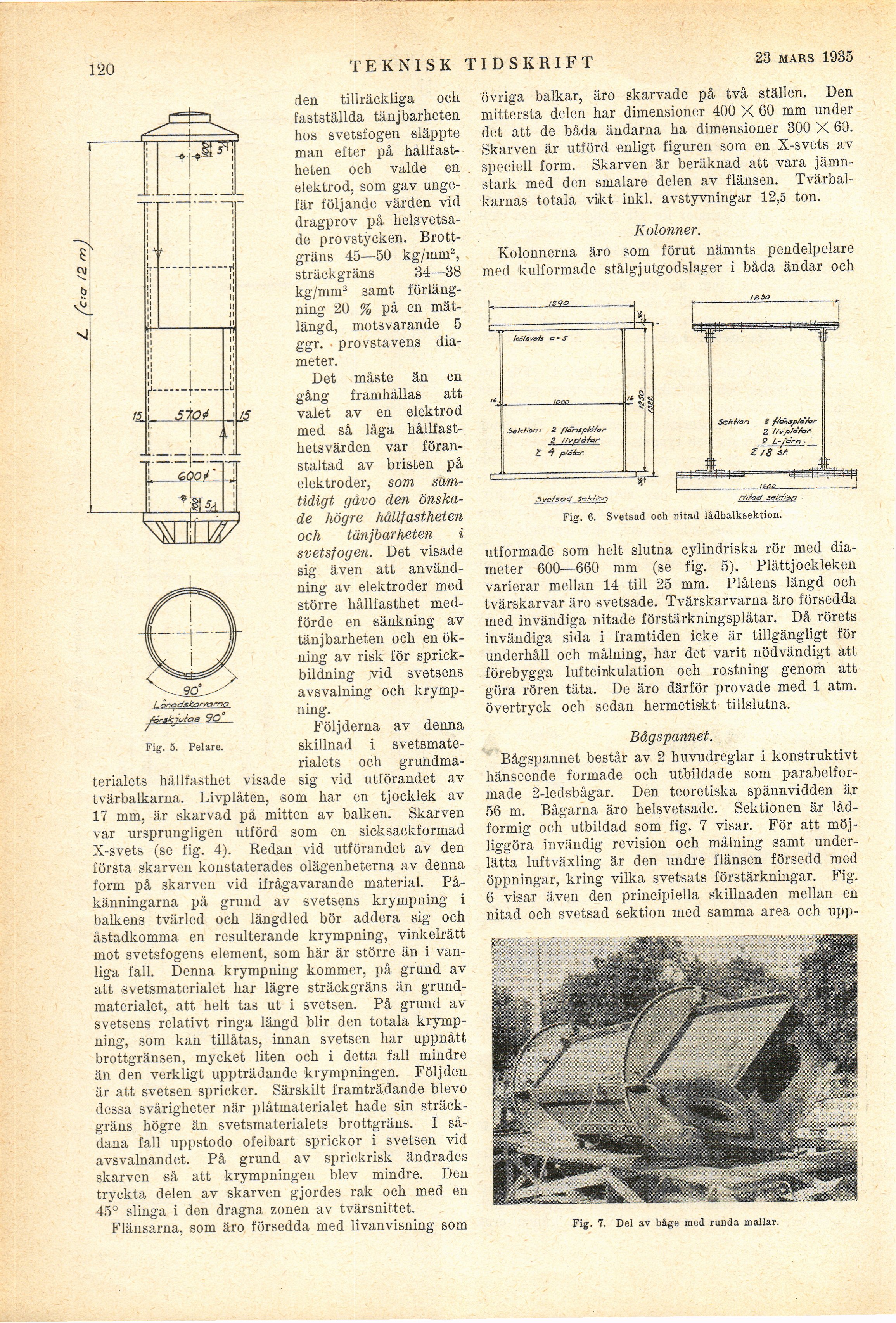
Flänsarna, som äro försedda med livanvisning som
 |
| Fig. 5. Pelare. |
|
| Fig. 6. Svetsad och nitad lådbalksektion. |
|
| Fig. 7. Del av båge med runda mallar. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}