
Full resolution (JPEG)
- On this page / på denna sida
- Häfte 12. 23 mars 1935
- Den helsvetsade Pålsundsbron i Stockholm, av D. Arvidson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
uppgift. Antalet flänsplåtar har minskats från 3 à 4 i
den nitade sektionen till 1 och de förbindande
L-järnen ha ersatts med längsgående 5 mm kälsvets på
båda sidor om livplåten. Den nitade sektionens 18
ingående element ha å den svetsade ersatts med 4.
Bågen har tillverkats i ca 8 m långa delar (se fig.
7) i särskilda vridbara fixturer. Dessa delar ha
sedan sammansvetsats i båghalvor, genom stumsvetsar
över hela sektionen utan förstärkningar. Man har
här tillåtit 11,8 kg/mm2 i tryck på en stumsvets,
motsvarande 91 % av den normalt högsta tillåtna
påkänningen 13 kg/mm2. Sammansvetsningen av
bågdelarna måste utföras med särskild omsorg för
undvikande av kastningar och formförändringar. På
grund av omöjligheten att helt eliminera
krympningar i svetsfogen måste man från början försöka
 |
| Fig. 8. Vindförband. |
eliminera de mest skadliga ändringarna nämligen
vinkeländringarna. Genom en minutiöst planerad
och genomförd svetsningsplan lyckades det även att
eliminera dessa vinkeländringar. Däremot uppstod
i varje skarv en krympning av 5 mm, varigenom
båghalvan sålunda blev 15 mm kortare efter avslutad
svetsning. Till denna ändring hade dock från början
tagits hänsyn. Svetsningen utfördes med bågarna
löst upplagda på bockar. I flänsarna utfördes
svetsningen i horisontalt läge i V-svets medan livplåtarna
svetsats vertikalt i V-svets. När svetsningen
fullbordats sänktes de 40 ton tunga båghalvorna ned på
speciella vagnar och transporterades ut på sina
platser för montering.
Erfarenheterna från tillverkning av denna
helsvetsade båge, som möjliggjort betydande besparingar i
ekonomiskt avseende, ha varit enbart goda. Bågen
torde vara den största helsvetsade båge, som hittills
utförts i Europa. Sedermera skola några problem i
samband med dess tillverkning närmare diskuteras.
Vindförband.
Stängerna äro sammansatta av 2 st. plåtar till en
T-formad sektion (fig. 8) som sammansvetsats med
kälsvetsar.
Svetsning i verkstaden.
Vid all svetsning i verkstaden har använts
beklädda elektroder samt likström. Till svetsningen
har sysselsatts ca 20 svetsare under 3 à 4 månaders
tid. Tillverkningen av balkarna har försiggått med
tillhjälp av särskilda fixturer eller giggar. Bland de
svåraste problem har här liksom vid all svetsning
varit att förebygga kastningar och deformationer.
Kallbearbetning för riktning av den svetsade balken
har icke ägt rum. Toleransen för planheten å
livplåten har satts till 1 mm på 1 m och å flänsens
skevhet till 1 :150. På grund av dessa små toleranser
å den färdiga produkten har det varit nödvändigt
med ett noggrant förarbete för varje svetsfog.
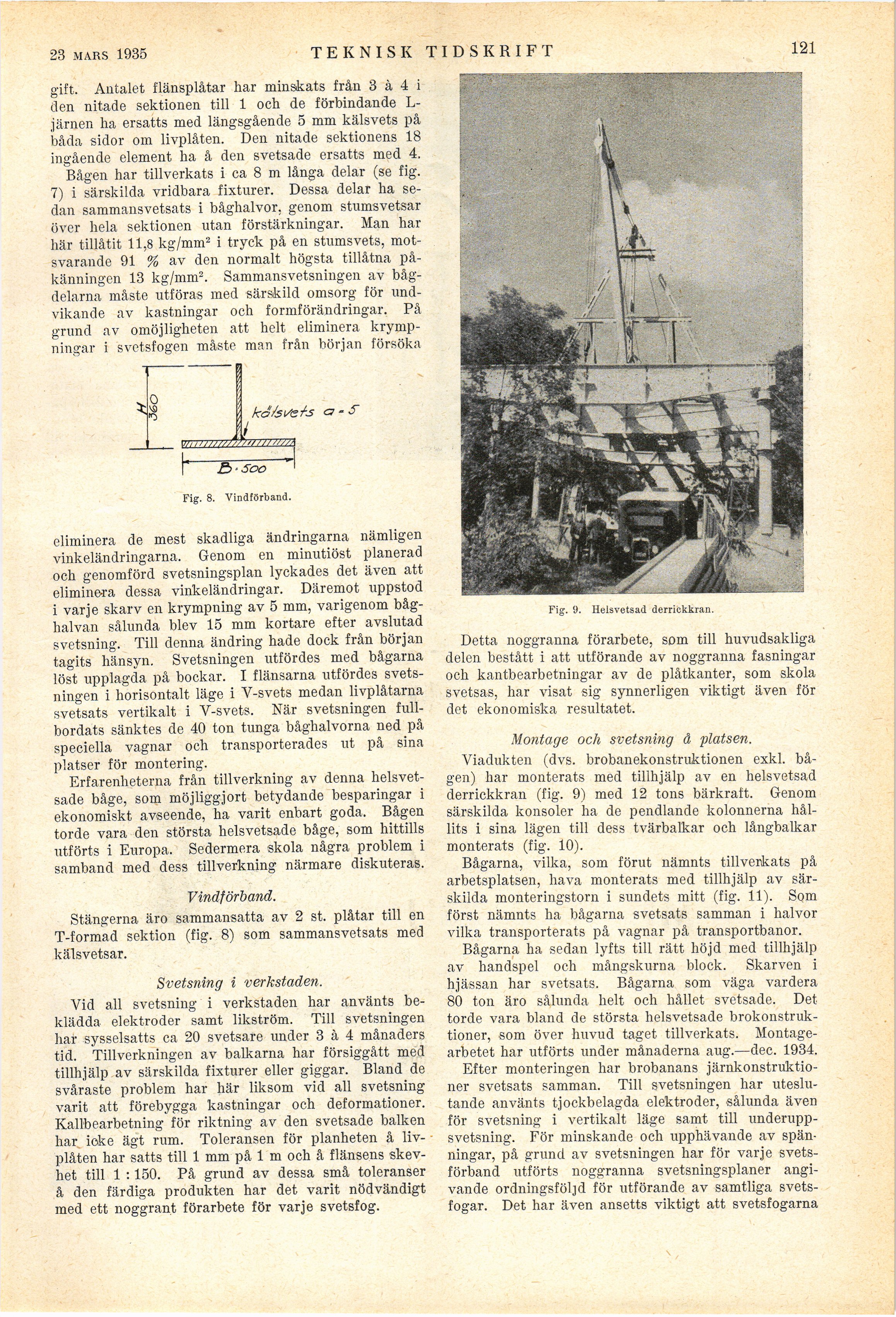
|
| Fig. 9. Helsvetsad derrickkran. |
Detta noggranna förarbete, som till huvudsakliga
delen bestått i att utförande av noggranna fasningar
och kantbearbetningar av de plåtkanter, som skola
svetsas, har visat sig synnerligen viktigt även för
det ekonomiska resultatet.
Montage och svetsning å platsen.
Viadukten (dvs. brobanekonstruktionen exkl.
bågen) har monterats med tillhjälp av en helsvetsad
derrickkran (fig. 9) med 12 tons bärkraft. Genom
särskilda konsoler ha de pendlande kolonnerna
hållits i sina lägen till dess tvärbalkar och långbalkar
monterats (fig. 10).
Bågarna, vilka, som förut nämnts tillverkats på
arbetsplatsen, hava monterats med tillhjälp av
särskilda monteringstorn i sundets mitt (fig. 11). Som
först nämnts ha bågarna svetsats samman i halvor
vilka transporterats på vagnar på transportbanor.
Bågarna ha sedan lyfts till rätt höjd med tillhjälp
av handspel och mångskurna block. Skarven i
hjässan har svetsats. Bågarna som väga vardera
80 ton äro sålunda helt och hållet svetsade. Det
torde vara bland de största helsvetsade
brokonstruktioner, som över huvud taget tillverkats.
Montagearbetet har utförts under månaderna aug.—dec. 1934.
Efter monteringen har brobanans
järnkonstruktioner svetsats samman. Till svetsningen har
uteslutande använts tjockbelagda elektroder, sålunda även
för svetsning i vertikalt läge samt till
underuppsvetsning. För minskande och upphävande av
spänningar, på grund av svetsningen har för varje
svetsförband utförts noggranna svetsningsplaner
angivande ordningsföljd för utförande av samtliga
svetsfogar. Det har även ansetts viktigt att svetsfogarna
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Fri Oct 18 15:31:12 2024
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1935a/0131.html


{kind=link}