
Full resolution (JPEG) - On this page / på denna sida - Häfte 19. 11 maj 1935 - Konstruktionsstål för maskinindustrien, av Sven von Hofsten
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
göras för de i gränszonen mellan kolstålen och de
egentliga legerade stålen belägna låglegerade
konstruktionsstålen med något högre sträckgräns, t. e.
St. 52, för vilka redogjorts i annat sammanhang.
Ävenså uppvisa de rena nickelstålen även utan
seghärdning god sträckgräns och pålitlig seghet.
Nickelstålen voro också de första legerade stålen, som
funno mer allmän användning, särskilt stålet med
3 % Ni, men på grund av sitt höga pris ha de
numera ersatts av billigare stål.
Alla de olika typerna av legerade stål verka ofta
förvillande lika vid studiet av stålkataloger o. d.,
men detta beror till stor del på att tillräcklig
hänsyn härvid ej fästes vid dimensionsfrågan, som
spelar en avgörande roll för stålens förmåga att ta
härdning. Dimensionens inverkan på några typiska
CrNi-stål kan exemplifieras av denna tablå från ett
svenskt stålverk (tabell 1).
Tabell 1. Garanterade minimihållfasthetsvärden för
kromnickelstål.
Analys Dimension Sträckgräns Brottgräns Förlängn 5xD Kontraktion
0,4 % C, 0,6 % Cr, 1 % Ni ca 25mm X Φ 55 75 20 60
D:o ............ „ 100 45 70 17 50
D:o ............ över 200 40 65 15 45
0,35%C, 0,6% Cr, 2% Ni ca 25 65 80 20 65
D:o ............ „ 100 55 75 17 55
D:o ............ över 200 50 70 15 50
0,3 % C, 1 % Cr,2,5$>Ni ca 25 90 100 15 55
D:o ............ „ 100 75 90 15 50
D:o ............ över 200 65 85 14 50
Vid seghärdning av ett legerat stål med analys,
avpassad efter dimension och önskad hållfasthet,
erhålles normalt för klenare dimensioner, säg under
ca 50 mm X Φ en sträckgräns som ligger 10 à 15
kg under hållfastheten och för grövre dimensioner
15—25 à 30 kg lägre än denna. I tyska
DIN-normerna anges således sträckgränsen vid 60 mm Φ
prov för olika seghärdade kromnickelstål med 1,5—4,5 %
Ni och hållfastheter från 65 till 115 kg/mm2 i
samtliga fall till 20—25 kg under brottgränsen.
Detta beror på att ju högre legerat stålet är, desto
mer växer förhållandetalet sträckgräns : hållfasthet,
från 50 à 60 % vid kolstål till 80 à 90 % vid
hårdare CrNi-stål o. d.
Av stor vikt är således att ihågkomma, att ju
grövre dimensioner stålet har desto lägre blir
sträckgränsen i förhållande till brottgränsen vid samma
analys, varför för grövre smiden högre legerat stål
måste tillgripas än för klenare dimensioner. För
goda egenskapers erhållande på grova smiden har
därför nickel, som särskilt kraftigt bidrar till djup
härdning, visat sig som det värdefullaste
legeringsämnet, helst i förening med ungefär 1/4—1/2 så
mycket krom, eventuellt även molybden, som är
värdefullt för att minska den s. k.
anlöpningssprödheten. För grövre maskindelar, där över 35 kg
sträckgräns fordras, är således nickel- eller
kromnickelstål det givna stålet. Olika hårdhetsgrader
överspänna hela området från 35 kg sträckgräns
och 55 kg brottgräns till maximivärden av 80, resp.
100 kg. Vid samma hållfasthet bli sträckgräns och
slagseghet högre vid ökad nickelhalt, som dock som
regel ej tages högre än 3—4 % Ni. En stor
tillverkningssvårighet med dessa stål i grova smiden är
dock deras benägenhet att erhålla invändiga s. k.
svalsprickor.
För klenare dimensioner står valet av ståltyp
öppet på ett helt annat sätt, enär här tillräckligt
god genomhärdning erhålles med låga legeringshalter
av de flesta ämnen. På detta område återfinna vi
automobilindustriens alla billiga men dock goda stål.
Biltillverkarna ha som bekant avsevärt mer än
andra maskintillverkare tvingats till att använda
stål som äro goda nog men ej överkvalificerade.
Typiskt är härvidlag, att det dyrbara legeringsämnet
nickel allt mer försvinner ur deras
materialspecifikationer. Samma väg synes vanadinen vandra:
Ford, som alltid varit specialist på billiga stål, har
numera praktiskt taget helt släppt den tillsats av
0,1—0,2 % Va, som tidigare använts, och i stället
börjat använda enklast möjliga CrMn-stål av typen
1 % Cr och 0,75 % Mn. Vanadintillsatsen
åstadkommer dels en extra rening och god jämnhet vid
ståltillverkningen, dels minskad känslighet för
överhettning vid härdning. Senare tiders metallurgiska
framsteg och noggranna tillverkningskontroll har
tydligen gjort denna säkerhetsåtgärd överflödig.
Av övriga billiga moderna ståltyper förtjäna
särskilt nämnas CrMo-stålen med analys t. e. 0,30 % C,
1 % Cr, 0,2 % Mo, vilka ej stå CrNi-stålen
nämnvärt efter. Av enklaste slag äro slutligen
manganstålen med 1—1,5 % Mn och 0,25—0,50 % C, vilka
dock i förhållande till sitt pris ha synnerligen goda
egenskaper. En extra fördel med denna ståltyp är
att den vid varmbearbetning, särskilt hejarsmidning,
ger vackrare och felfriare ytor än de Cr-haltiga
stålen.
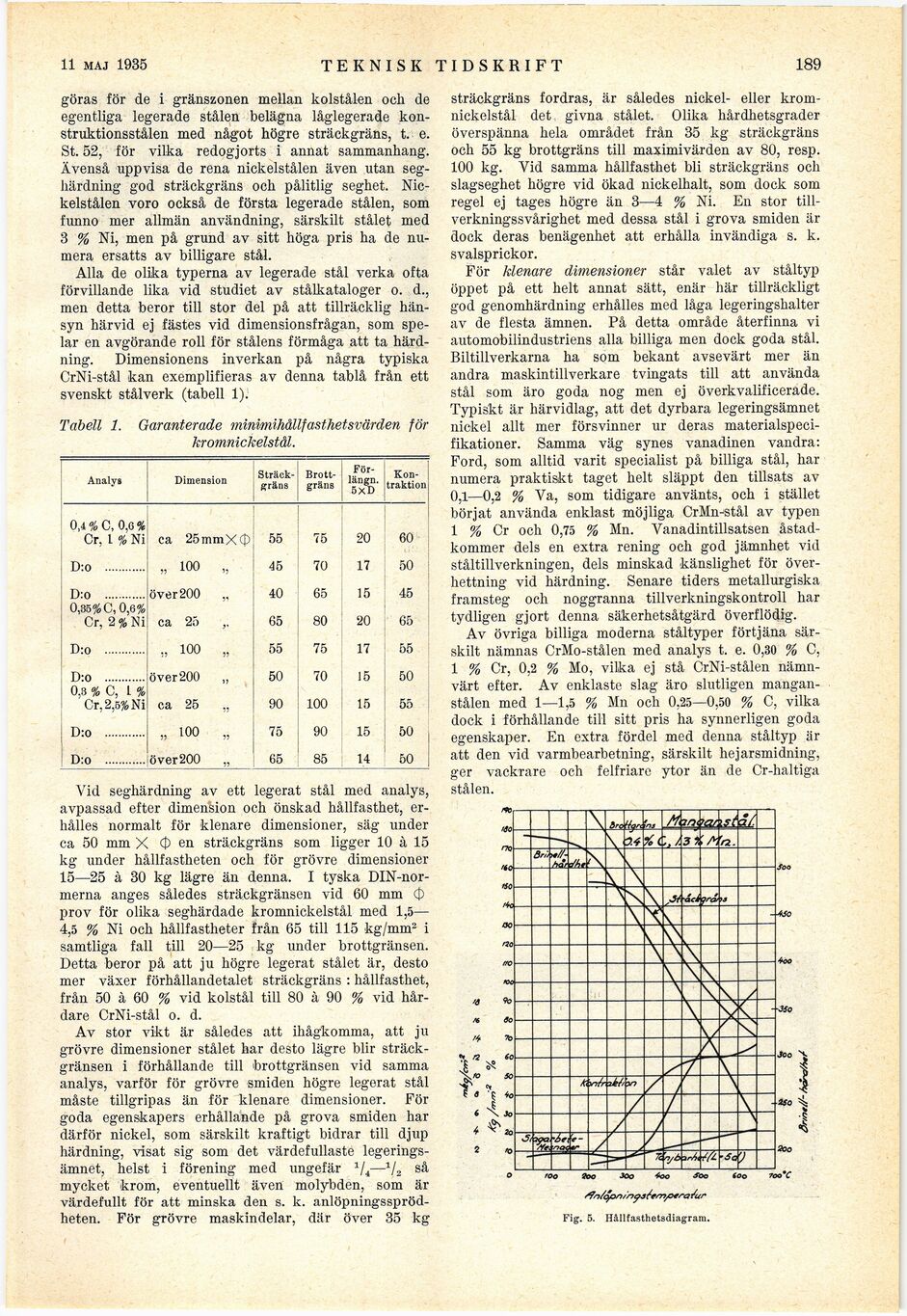
 |
| Fig. 5. Hållfasthetsdiagram. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}