
Full resolution (JPEG) - On this page / på denna sida - Häfte 19. 11 maj 1935 - Verktygsstål och hårdmetall, av Hans Kjerrman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
huvudsak endast kunna erhålla kännedom om ett
verktygsståls lämplighet för visst ändamål genom
ofta långvariga praktiska försök och ej såsom vid
konstruktionsstålen genom snabba förprov. Detta
hindrar givetvis icke, att verktygsstålen underkastas
en hel del förprovningar av såväl stålfabrikanter
som tillverkare av verktyg.
Beträffande dessa fysikaliska provningar av
verktygsstål skulle jag vilja stanna ett ögonblick vid
hårdhetsbestämningen. Denna är väl den
provningsmetod, som är mest utbredd och enklast att utföra
och för vilken det finnes relativt billiga och
tillförlitliga apparater. Vid bedömandet av resultatet från
en sådan hårdhetsbestämning måste man emellertid
vara mycket försiktig och icke draga några
förhastade slutsatser. Man måste sålunda komma ihåg, att
de använda provningsapparaterna, Brinell, Rockwell,
Vickers, Firth etc., endast angiva siffervärden, som
visa det provade stålets motståndskraft mot
inträngning av en viss kropp, stålkula, diamantkon,
diamantpyramid eller dylikt. Detta är således den
enda slutsats man får draga av ett sådant
hårdhetsvärde. Parallellt härmed kunna även gå andra
stålegenskaper, men detta är icke alltid fallet. Ett
sådant samband anser man nog i allmänhet förefinnas
mellan hårdhetsvärden och brotthållfasthet. Detta är
även fallet vid hårdhetstal, som ligga under ca C-50
enligt Rockwell. Vid högre hållfasthetstal, vilka ofta
förekomma hos verktygsstålen, finnes icke detta enkla
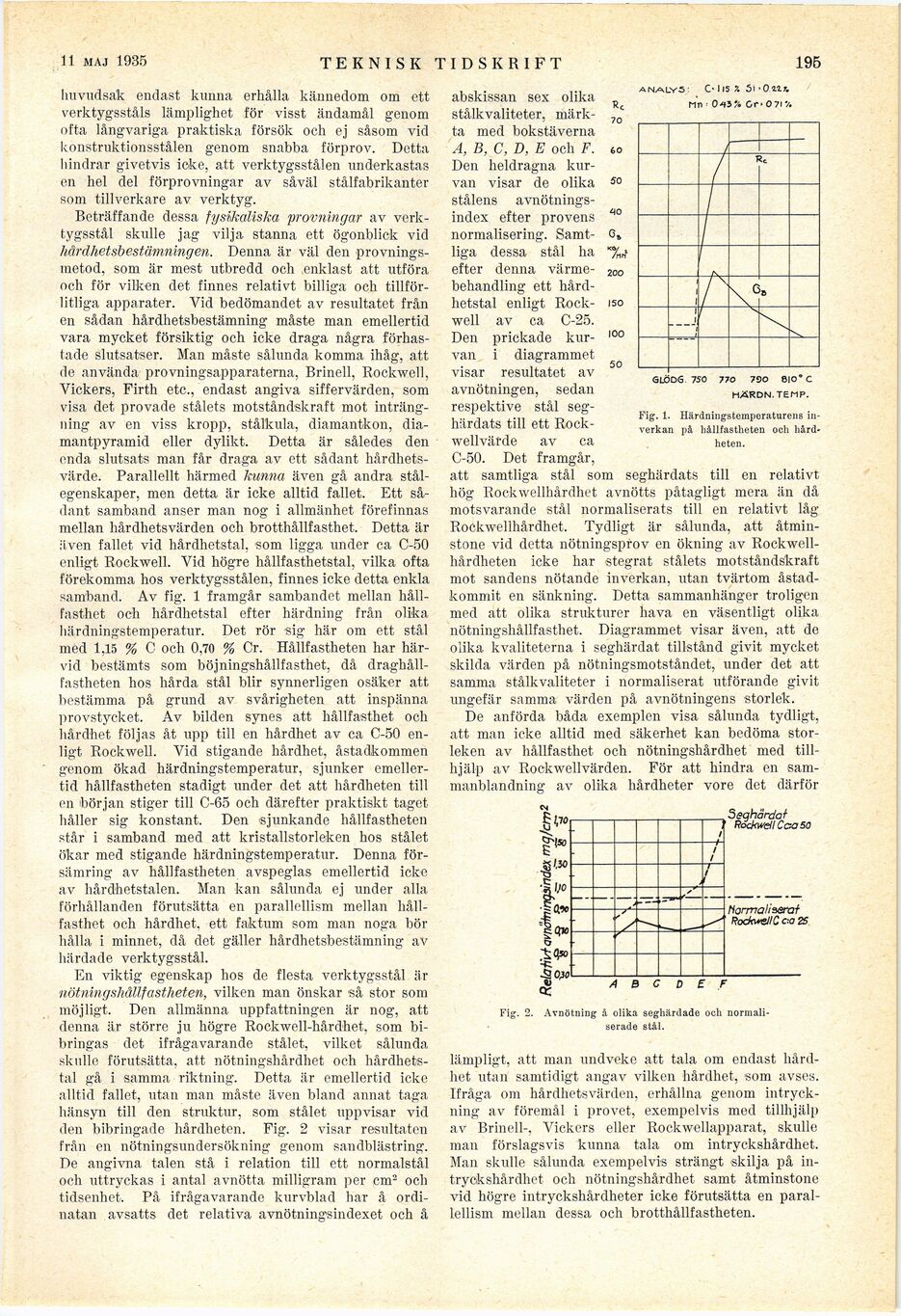
samband. Av fig. 1 framgår sambandet mellan
hållfasthet och hårdhetstal efter härdning från olika
härdningstemperatur. Det rör sig här om ett stål
med 1,15 % C och 0,70 % Cr. Hållfastheten har
härvid bestämts som böjningshållfasthet, då
draghållfastheten hos hårda stål blir synnerligen osäker att
bestämma på grund av svårigheten att inspänna
provstycket. Av bilden synes att hållfasthet och
hårdhet följas åt upp till en hårdhet av ca C-50
enligt Rockwell. Vid stigande hårdhet, åstadkommen
genom ökad härdningstemperatur, sjunker
emellertid hållfastheten stadigt under det att hårdheten till
en början stiger till C-65 och därefter praktiskt taget
håller sig konstant. Den sjunkande hållfastheten
står i samband med att kristallstorleken hos stålet
ökar med stigande härdningstemperatur. Denna
försämring av hållfastheten avspeglas emellertid icke
av hårdhetstalen. Man kan sålunda ej under alla
förhållanden förutsätta en parallellism mellan
hållfasthet och hårdhet, ett faktum som man noga bör
hålla i minnet, då det gäller hårdhetsbestämning av
härdade verktygsstål.
En viktig egenskap hos de flesta verktygsstål är
nötningshållfastheten, vilken man önskar så stor som
möjligt. Den allmänna uppfattningen är nog, att
denna är större ju högre Rockwell-hårdhet, som
bibringas det ifrågavarande stålet, vilket sålunda
skulle förutsätta, att nötningshårdhet och
hårdhetstal gå i samma riktning. Detta är emellertid icke
alltid fallet, utan man måste även bland annat taga
hänsyn till den struktur, som stålet uppvisar vid
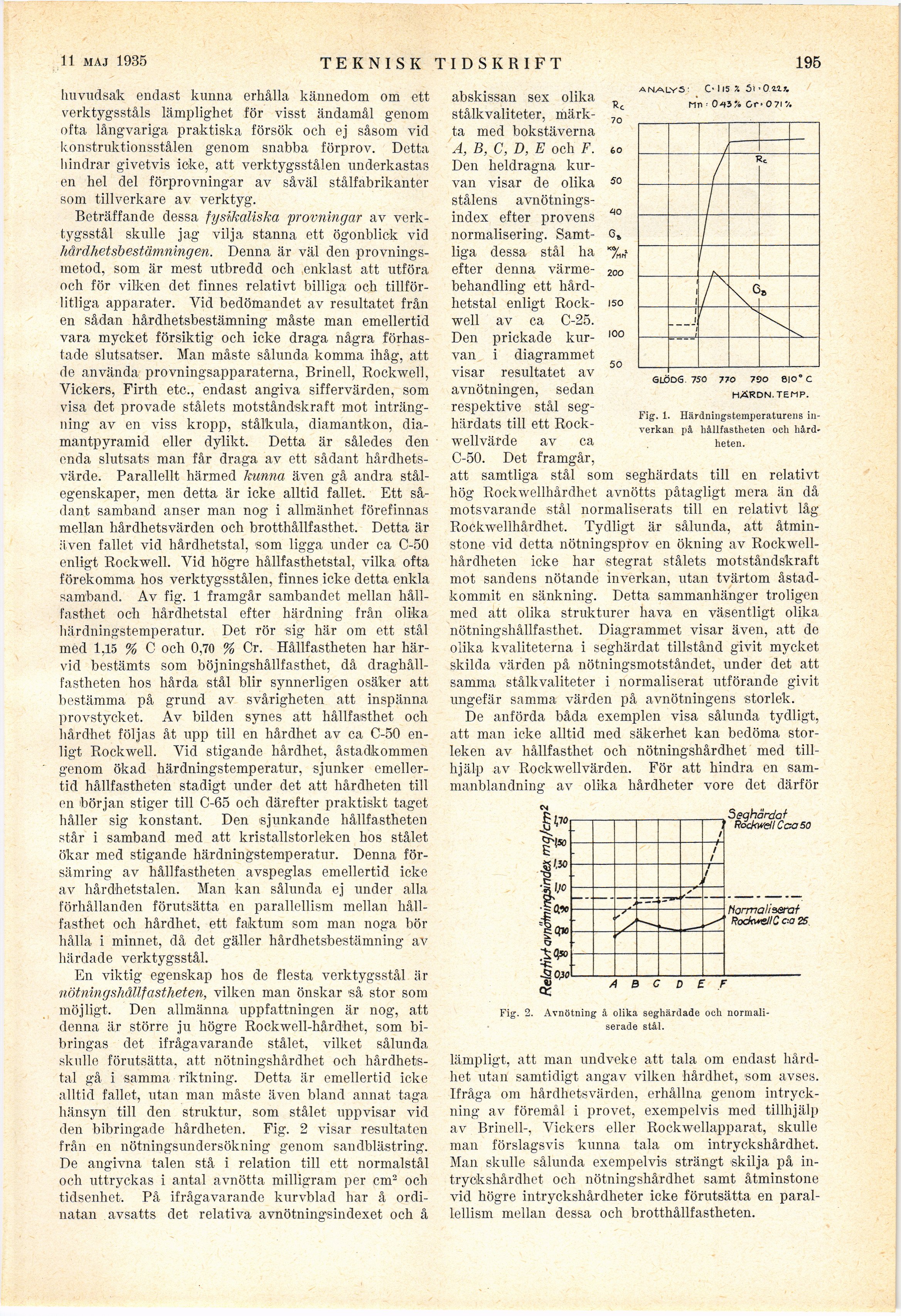
den bibringade hårdheten. Fig. 2 visar resultaten
från en nötningsundersökning genom sandblästring.
De angivna talen stå i relation till ett normalstål
och uttryckas i antal avnötta milligram per cm2 och
tidsenhet. På ifrågavarande kurvblad har å
ordinatan avsatts det relativa avnötningsindexet och å
abskissan sex olika
stålkvaliteter,
märkta med bokstäverna
A, B, C, D, E och F.
Den heldragna
kurvan visar de olika
stålens
avnötningsindex efter provens
normalisering.
Samtliga dessa stål ha
efter denna
värmebehandling ett
hårdhetstal enligt
Rockwell av ca C-25.
Den prickade
kurvan i diagrammet
visar resultatet av
avnötningen, sedan
respektive stål
seghärdats till ett
Rockwellvärde av ca
C-50. Det framgår,
att samtliga stål som seghärdats till en relativt
hög Rockwellhårdhet avnötts påtagligt mera än då
motsvarande stål normaliserats till en relativt låg
Rockwellhårdhet. Tydligt är sålunda, att
åtminstone vid detta nötningsprov en ökning av
Rockwellhårdheten icke har stegrat stålets motståndskraft
mot sandens nötande inverkan, utan tvärtom
åstadkommit en sänkning. Detta sammanhänger troligen
med att olika strukturer hava en väsentligt olika
nötningshållfasthet. Diagrammet visar även, att de
olika kvaliteterna i seghärdat tillstånd givit mycket
skilda värden på nötningsmotståndet, under det att
samma stålkvaliteter i normaliserat utförande givit
ungefär samma värden på avnötningens storlek.
 |
| Fig. 1. Härdningstemperaturens inverkan på hållfastheten och hårdheten. |
|
| Fig. 2. Avnötning å olika seghärdade och normaliserade stål. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}