
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
•106
TEKNISK TIDSKRIFT
20 april 1935
V« 5 M.
V=e5M. V=27M;
V=72M. V=U2M,
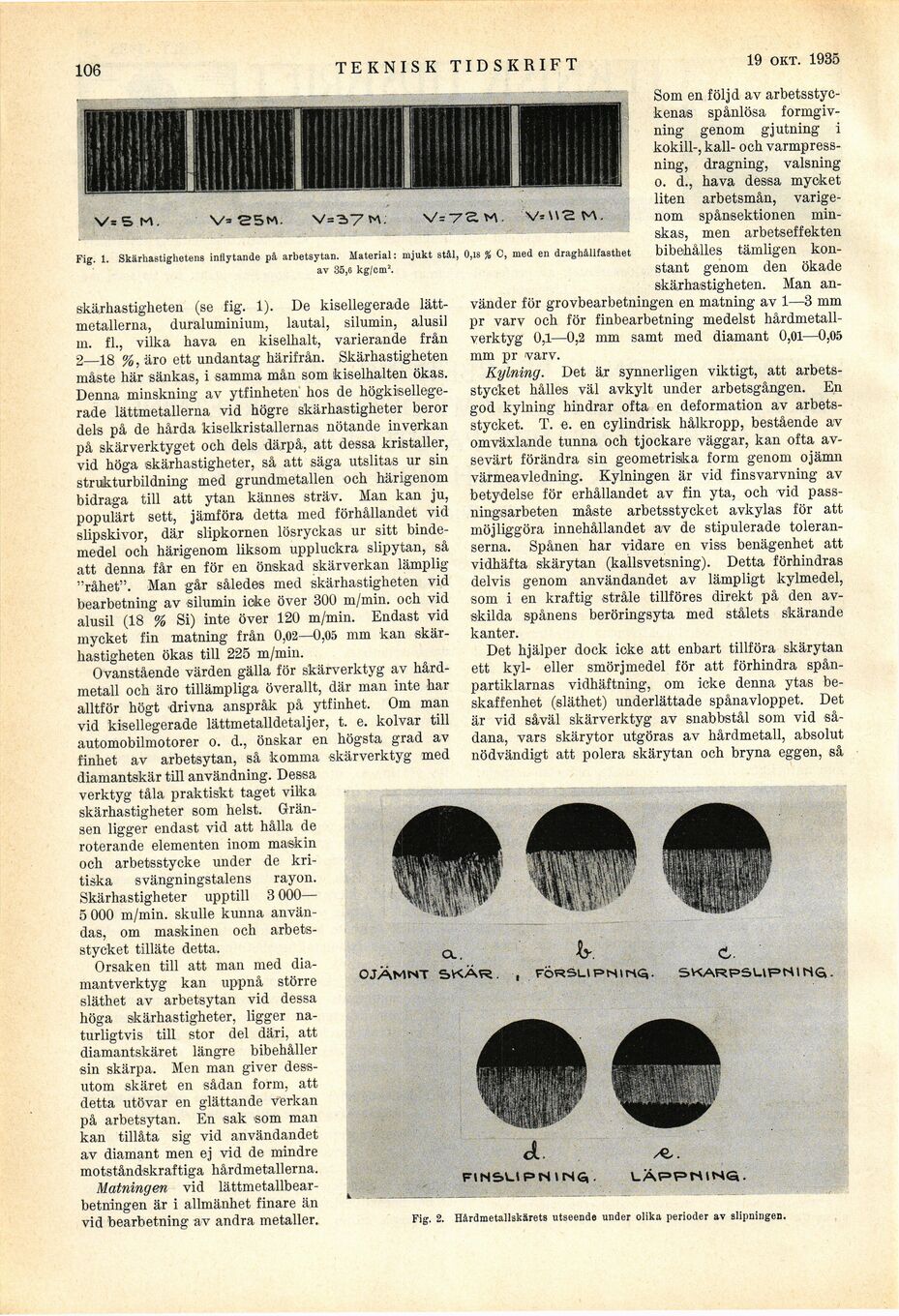
Fig. 1. Skärhastighetens inflytande på arbetsytan. Material: mjukt stål, 0,18 % C, med en draghållfasthet
av 35,6 kg/cm!.
skärhastigheten (se fig. 1). De kisellegerade
lättmetallerna, duraluminium, lautal, silumin, alusil
m. fi., vilka hava en kiselhalt, varierande från
2—18 %, äro ett undantag härifrån. Skärhastigheten
måste här sänkas, i samma mån som kiselhalten ökas.
Denna minskning av ytfinheten hos de
högkisellege-rade lättmetallerna vid högre skärhastigheter beror
dels på de hårda kiselkristallernas nötande inverkan
på skärverktyget och dels därpå, att dessa kristaller,
vid höga skärhastigheter, så att säga utslitas ur sin
strukturbildning med grundmetallen och härigenom
bidraga till att ytan kännes sträv. Man kan ju,
populärt sett, jämföra detta med förhållandet vid
slipskivor, där slipkornen lösryckas ur sitt
bindemedel och härigenom liksom uppluckra slipytan, så
att denna får en för en önskad skärverkan lämplig
"råhet". Man går således med skärhastigheten vid
bearbetning av silumin icke över 300 m/min. och vid
alusil (18 % Si) inte över 120 m/min. Endast vid
mycket fin matning från 0,02—0,05 mm kan
skärhastigheten ökas till 225 m/min.
Ovanstående värden gälla för skärverktyg av
hårdmetall och äro tillämpliga överallt, där man inte har
alltför högt drivna anspråk på ytfinhet. Om man
vid kisellegerade lättmetalldetaljer, t. e. kolvar till
automobilmotorer o. d., önskar en högsta grad av
finhet av arbetsytan, så komma skärverktyg med
diamantskär till användning. Dessa
verktyg tåla praktiskt taget vilka
skärhastigheter som helst.
Gränsen ligger endast vid att hålla de
roterande elementen inom maskin
och arbetsstycke under de
kritiska svängningstalens rayon.
Skärhastigheter upptill 3 000—
5 000 m/inin. skulle kunna
användas, om maskinen och
arbetsstycket tilläte detta.
Orsaken till att man med
diamantverktyg kan uppnå större
släthet av arbetsytan vid dessa
höga skärhastigheter, ligger
naturligtvis till stor del däri, att
diamantskäret längre bibehåller
sin skärpa. Men man giver
dessutom skäret en sådan form, att
detta utövar en glättande verkan
på arbetsytan. En sak som man
kan tillåta sig vid användandet
av diamant men ej vid de mindre
motståndskraftiga hårdmetallerna.
Matningen vid
lättmetallbear-betningen är i allmänhet finare än
vid bearbetning av andra metaller.
Som en följd av
arbetsstyc-kenas spånlösa
formgivning genom gjutning i
kokill-, kall- och
varmpressning, dragning, valsning
o. d., hava dessa mycket
liten arbetsmån,
varigenom spånsektionen
minskas, men arbetseffekten
bibehålles tämligen
konstant genom den ökade
skärhastigheten. Man
använder för grovbearbetningen en matning av 1—3 mm
pr varv och för finbearbetning medelst
hårdmetallverktyg 0,1—0,2 mm samt med diamant 0,01—0,05
mm pr varv.
Kylning. Det är synnerligen viktigt, att
arbetsstycket hålles väl avkylt under arbetsgången. En
god kylning hindrar ofta en deformation av
arbetsstycket. T. e. en cylindrisk hålkropp, bestående av
omväxlande tunna och tjockare väggar, kan ofta
avsevärt förändra sin geometriska form genom ojämn
värmeavledning. Kylningen är vid finsvarvning av
betydelse för erhållandet av fin yta, och vid
passningsarbeten måste arbetsstycket avkylas för att
möjliggöra innehållandet av de stipulerade
toleranserna. Spånen har vidare en viss benägenhet att
vidhäfta skärytan (kallsvetsning). Detta förhindras
delvis genom användandet av lämpligt kylmedel,
som i en kraftig stråle tillföres direkt på den
avskilda spånens beröringsyta med stålets skärande
kanter.
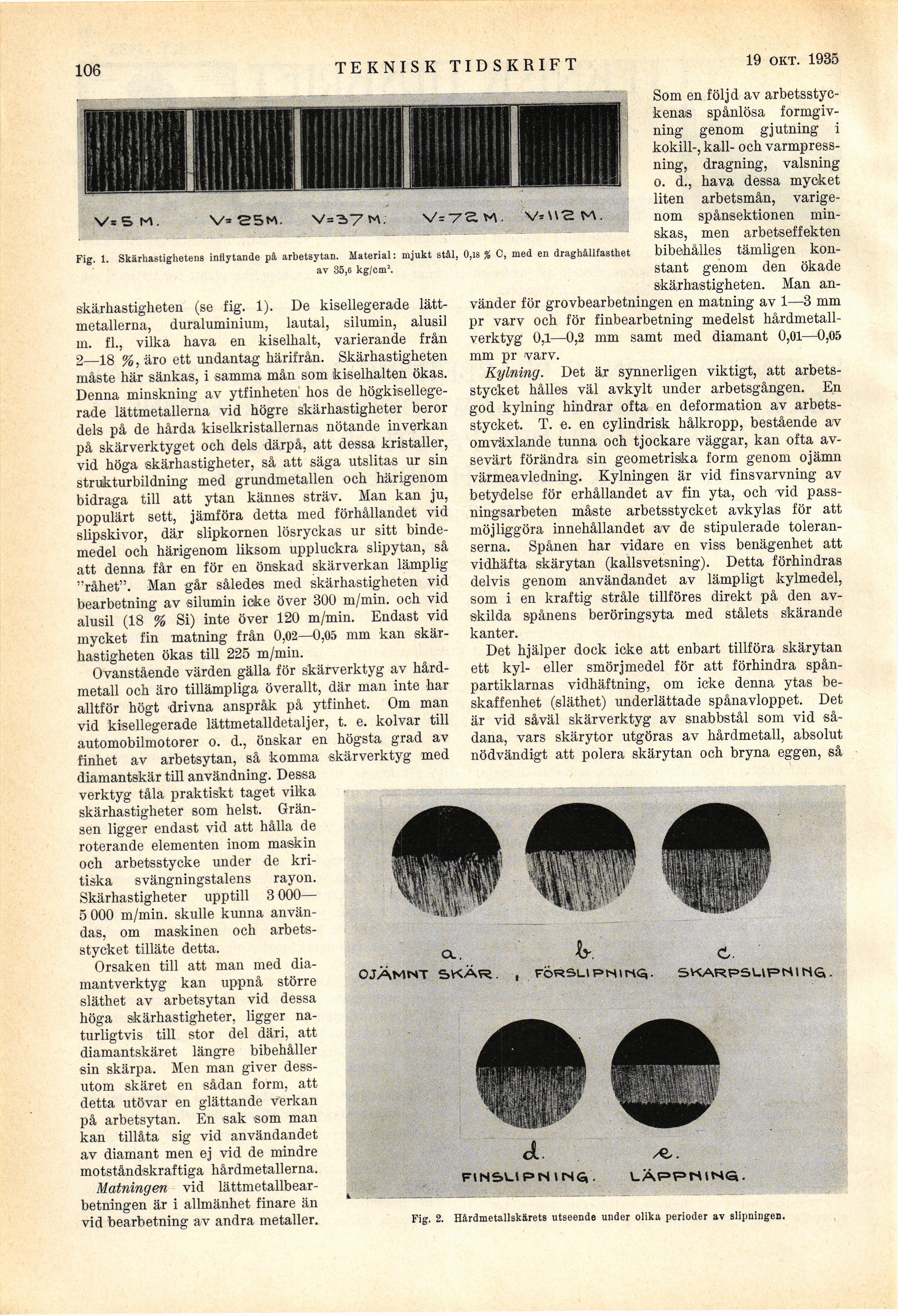
Det hjälper dock icke att enbart tillföra skärytan
ett kyl- eller smörjmedel för att förhindra
spån-partiklarnas vidhäftning, om icke denna ytas
beskaffenhet (släthet) underlättade spånavloppet. Det
är vid såväl skärverktyg av snabbstål som vid
sådana, vars skärytor utgöras av hårdmetall, absolut
nödvändigt att polera skärytan och bryna eggen, så
a.
OJÄMNT SKÄR.
v
FÖRSUPtSltSQ.
I,,.-,; Äi
c.
5KARPSUPHIHS -
d
FtNSUPNlNGi
Æ,.
LÄPPHINS.
Fig. 2. Hårdmeta]lskärets utseende under olika perioder av slipningen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}