
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 sept. 1935
MEKANIK
111
5PE.T5VIHKEL
FRWlfAKEJ-,
FRÄMRE
IMSTÅLL-tw?«>V\NKEL
FASE.TT\_AtSg>0
BAKRE
INSTÄLL-1-tllSSiSVHSKE.L.
större spånvinkel om ungefär 7°, under det att för
rödgods, brons och hårda lättmetaller en spånvinkel
om + 5° till — 5° är lämplig. För bearbetning av
gjutjärn och stål visar sig diamantskäret mindre
ändamålsenligt; diamanten blir på detta material
mycket fort slö och brytes sönder.
Sidoställningsvinklarna x1 och x2 och spetsvinkeln
e äro av avgörande inflytande på arbetsytans goda
beskaffenhet. Ändamålsenligt är att slipa fasetter
x
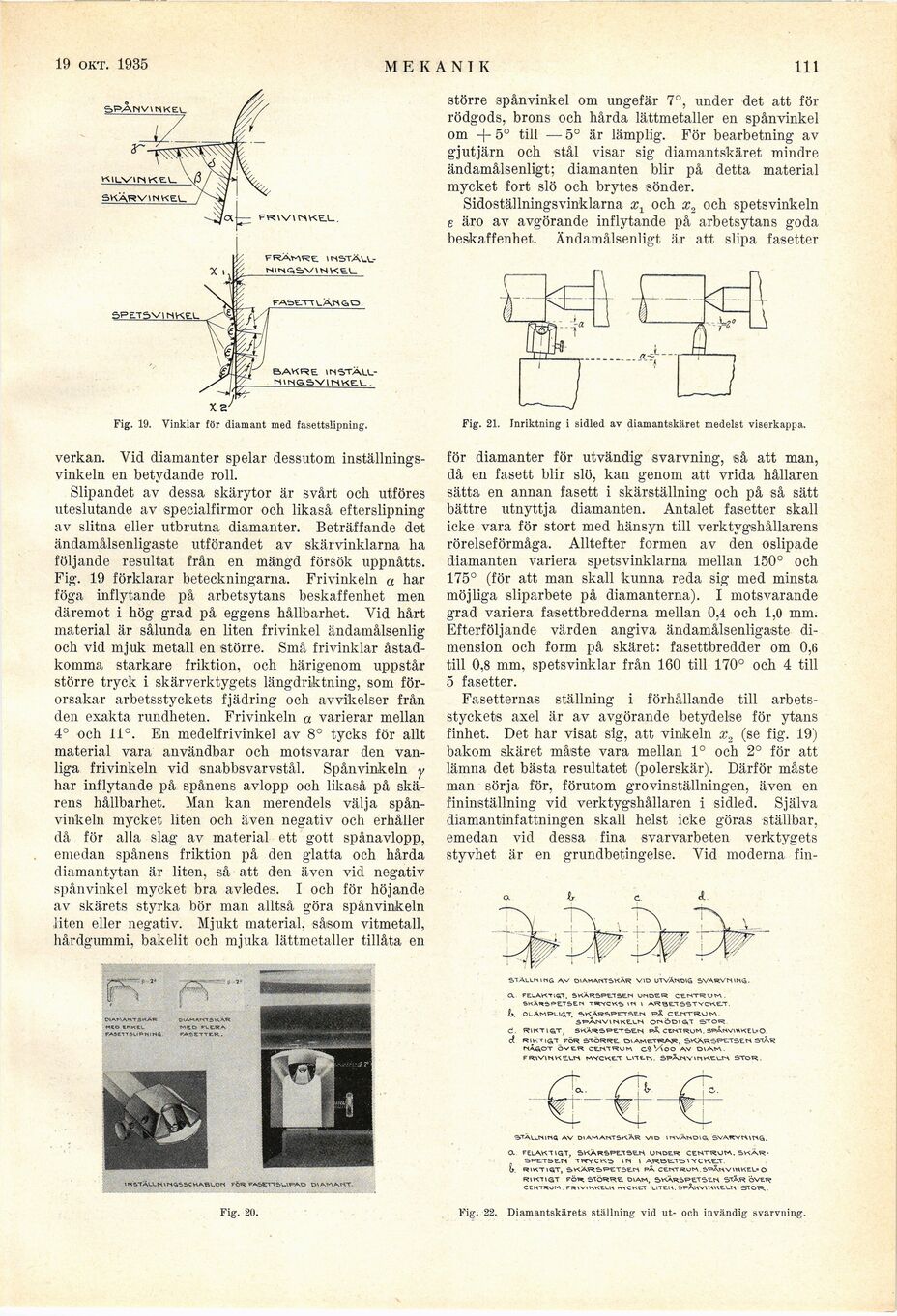
Fig. 19. Vinklar för diamant med fasettsüpning.
Fig. 21. Inriktning i sidled av diamantskäret medelst viserkappa.
verkan. Vid diamanter spelar dessutom
inställningsvinkeln en betydande roll.
Slipandet av dessa skärytor är svårt och utföres
uteslutande av specialfirmor och likaså efterslipning
av slitna eller utbrutna diamanter. Beträffande det
ändamålsenligaste utförandet av skärvinklarna ha
följande resultat från en mängd försök uppnåtts.
Fig. 19 förklarar beteckningarna. Frivinkeln a har
föga inflytande på arbetsytans beskaffenhet men
däremot i hög grad på eggens hållbarhet. Vid hårt
material är sålunda en liten frivinkel ändamålsenlig
och vid mjuk metall en större. Små frivinklar
åstadkomma starkare friktion, och härigenom uppstår
större tryck i skärverktygets längdriktning, som
förorsakar arbetsstyckets fjädring och avvikelser från
den exakta rundheten. Frivinkeln « varierar mellan
4° och 11°. En medelfrivinkel av 8° tycks för allt
material vara användbar och motsvarar den
vanliga frivinkeln vid snabbsvarvstål. Spånvinkeln y
har inflytande på spånens avlopp och likaså på
skärens hållbarhet. Man kan merendels välja
spånvinkeln mycket liten och även negativ och erhåller
då för alla slag av material ett gott spånavlopp,
emedan spånens friktion på den glatta och hårda
diamantytan är liten, så att den även vid negativ
spånvinkel mycket bra avledes. I och för höjande
av skärets styrka bör man alltså göra spånvinkeln
•liten eller negativ. Mjukt material, såsom vitmetall,
hårdgummi, bakelit och mjuka lättmetaller tillåta en
m
biamawskä®
mss» -t^essa i
för diamanter för utvändig svarvning, så att man,
då en fasett blir slö, kan genom att vrida hållaren
sättjci en annan fasett i skärställning och på så sätt
bättre utnyttja diamanten. Antalet fasetter skall
icke vara för stort med hänsyn till verktygshållarens
rörelseförmåga. Alltefter formen av den oslipade
diamanten variera spetsvinklarna mellan 150° och
175° (för att man skall kunna reda sig med minsta
möjliga sliparbete på diamanterna). I motsvarande
grad variera fasettbredderna mellan 0,4 och 1,0 mm.
Efterföljande värden angiva ändamålsenligaste
dimension och form på skäret: fasettbredder om 0,6
till 0,8 mm, spetsvinklar från 160 till 170° och 4 till
5 fasetter.
Fasetternas ställning i förhållande till
arbetsstyckets axel är av avgörande betydelse för ytans
finhet. Det har visat sig, att vinkeln x2 (se fig. 19)
bakom skäret måste vara mellan 1° och 2° för att
lämna det bästa resultatet (polerskär). Därför måste
man sörja för, förutom grovinställningen, även en
fininställning vid verktygshållaren i sidled. Själva
diamantinfattningen skall helst icke göras ställbar,
emedan vid dessa fina svarvarbeten verktygets
styvhet är en grundbetingelse. Vid moderna fin-
STÄLLNING AN/ OIAMANTSKÄR VID UTVÄNDIG SVARVNING-
CL FELAKTIGT, SKAKSPB.TSE.tS UMDER CENTRUM.
SKÄf?e>f=»E.TSEN TRVC«5J \N \ ARBE.15STVCKET.
OLÄMPLIGT, 5>XARSPE."V5EN CEHTRUM.
SPÅNVINKE.LN O" OD\ G*T STOR.
d. RIKT I G|T, SK>.RSPETSEN PÅ CfclSTRUM. SPÅNVmKEU>0.
& RIKT IG,T FÖR STÖRRE DIAMETRAR, SKÄRSPETSEN STÅl?
MÅGiOT OVE.R CENTRUM C^V\00 AV OV AfA .
FRWiNKEUS NWCKE-T v_ne-rt. SP^NYinKELN STOR.
: ’N&TÄU-t"UJH<lS2>CWA©U3M V&R FA5ÆTTTSiUPAO OIAMWT :
3TÄLLNING AV D»AN\ ANT SK ÄR VID \ nvÄNOiG SVA^VN\N(ä.
Q. FELAKTIGT, SKARSPETSEH UNDE.R CENTRUM. SKAR-
SPETSEN TRYCKS IN l ARBETSTYCKET.
(t. RIKTIGT, SKÄRSPETSEN PÅ CENTRUN.SPANVmKEL-O
RIKTIGT FÖR STÖRRE. OVAM, SKÄRSPETSEN STAR ÖVER
CENTRVJM, FRIViNKtLN WCKCT LITEN. SP^MVINKELN STO^R..
Fig. :
Fig. 22. Diamantskärets ställning vid ut- och invändig svarvning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}