
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
•112
TEKNISK TIDSKRIFT
20 april 1935
c
ii.- ?■ k–
C
iMFArrmns ’v
1 &TÅW
tMAMAMf 1.....
MES ’ÄiMo-M ’A
e. dol-yJ
H eAiiTHÄUEN
a-.’ -fAcw
DtAMAMT
i-,
c;
.rj SÀSTSKWUV
l. ftwnOMB
C. TÄCK »"tA^^A
rj 3VÄVI." . ; ’im 5&A ]
- ^mt&kwvv ■ :
| fek-VFVO^SS
olika faotsatinintefohmtr av oiaka.me.r
I STÄLHitlASt rön uTvÄrtO.O, s /AH>(r»<<"t C,.
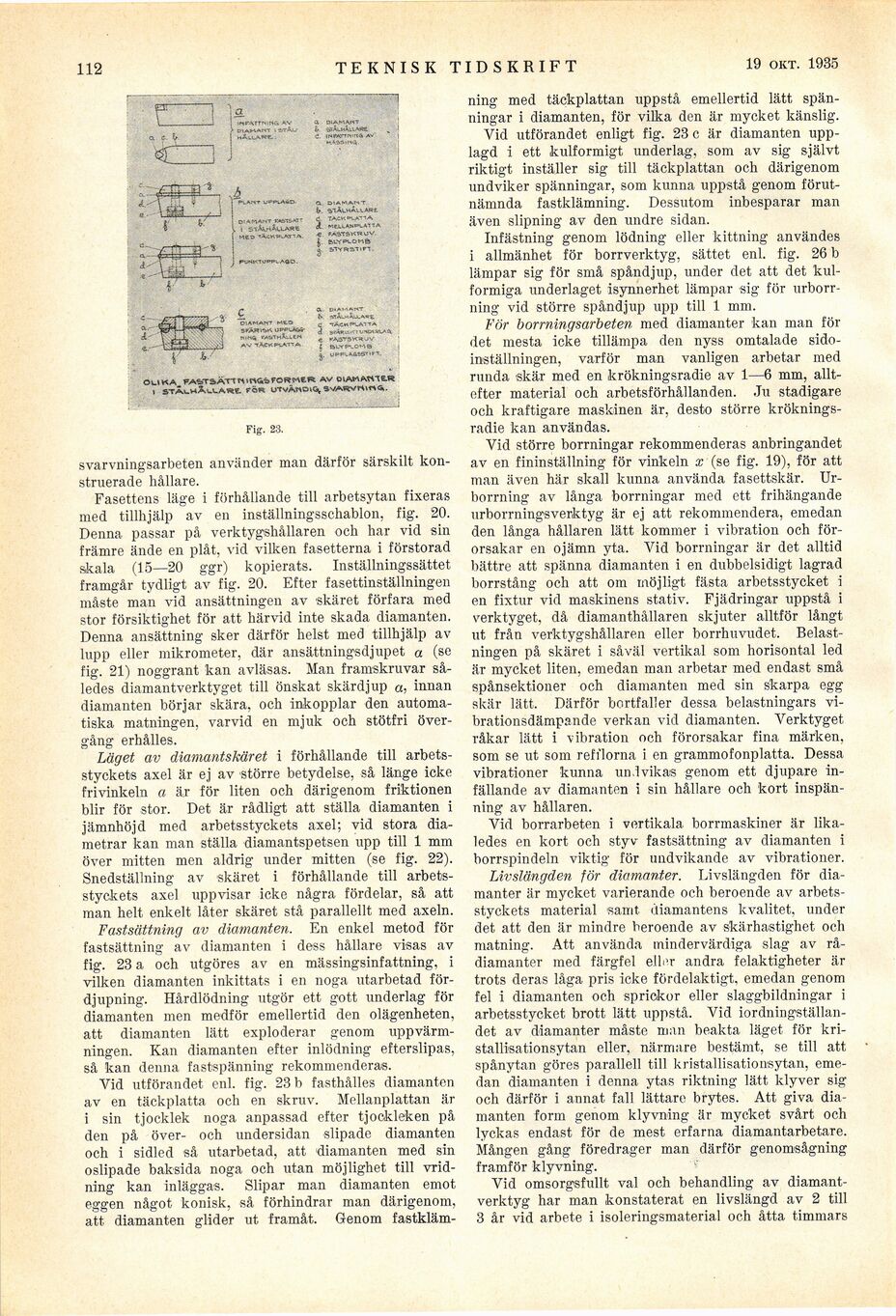
Fig. 23.
svarvningsarbeten använder man därför särskilt
konstruerade hållare.
Fasettens läge i förhållande till arbetsytan fixeras
med tillhjälp av en inställningsschablon, fig. 20.
Denna passar på verktygshållaren och har vid sin
främre ände en plåt, vid vilken fasetterna i förstorad
skala (15—20 ggr) kopierats. Inställningssättet
framgår tydligt av fig. 20. Efter fasettinställningen
måste man vid ansättningen av skäret förfara med
stor försiktighet för att härvid inte skada diamanten.
Denna ansättning sker därför helst med tillhjälp av
lupp eller mikrometer, där ansättningsdjupet a (se
fig. 21) noggrant kan avläsas. Man framskruvar
således diamantverktyget till önskat skärdjup a, innan
diamanten börjar skära, och inkopplar den
automatiska matningen, varvid en mjuk och stötfri
övergång erhålles.
Läget av diamantskäret i förhållande till
arbetsstyckets axel är ej av större betydelse, så länge icke
frivinkeln a är för liten och därigenom friktionen
blir för stor. Det är rådligt att ställa diamanten i
jämnhöjd med arbetsstyckets axel; vid stora
diametrar kan man ställa diamantspetsen upp till 1 mm
över mitten men aldrig under mitten (se fig. 22).
Snedställning av skäret i förhållande till
arbetsstyckets axel uppvisar icke några fördelar, så att
man helt enkelt låter skäret stå parallellt med axeln.
Fastsättning av diamanten. En enkel metod för
fastsättning av diamanten i dess hållare visas av
fig. 23 a och utgöres av en mässingsinfattning, i
vilken diamanten inkittats i en noga utarbetad
fördjupning. Hårdlödning utgör ett gott underlag för
diamanten men medför emellertid den olägenheten,
att diamanten lätt exploderar genom
uppvärmningen. Kan diamanten efter inlödning efterslipas,
så kan denna fastspänning rekommenderas.
Vid utförandet enl. fig. 23 b fasthålles diamanten
av en täckplatta och en skruv. Mellanplattan är
i sin tjocklek noga anpassad efter tjockleken på
den på över- och undersidan slipade diamanten
och i sidled så utarbetad, att diamanten med sin
oslipade baksida noga och utan möjlighet till
vridning kan inläggas. Slipar man diamanten emot
eggen något konisk, så förhindrar man därigenom,
att diamanten glider ut framåt. Genom fastkläm-
ning med täckplattan uppstå emellertid lätt
spänningar i diamanten, för vilka den är mycket känslig.
Vid utförandet enligt fig. 23 c är diamanten
upplagd i ett kulformigt underlag, som av sig självt
riktigt inställer sig till täckplattan och därigenom
undviker spänningar, som kunna uppstå genom
förutnämnda fastklämning. Dessutom inbesparar man
även slipning av den undre sidan.
Infästning genom lödning eller kittning användes
i allmänhet för borrverktyg, sättet enl. fig. 26 b
lämpar sig för små spåndjup, under det att det
kul-formiga underlaget isynnerhet lämpar sig för
urborr-ning vid större spåndjup upp till 1 mm.
För borrningsarbeten med diamanter kan man för
det mesta icke tillämpa den nyss omtalade
sidoinställningen, varför man vanligen arbetar med
runda skär med en krökningsradie av 1—6 mm,
alltefter material och arbetsförhållanden. Ju stadigare
och kraftigare maskinen är, desto större
krökningsradie kan användas.
Vid större borrningar rekommenderas anbringandet
av en fininställning för vinkeln x (se fig. 19), för att
man även här skall kunna använda fasettskär.
Ur-borrning av långa borrningar med ett frihängande
urborrningsverktyg är ej att rekommendera, emedan
den långa hållaren lätt kommer i vibration och
förorsakar en ojämn yta. Vid borrningar är det alltid
bättre att spänna diamanten i en dubbelsidigt lagrad
borrstång och att om möjligt fästa arbetsstycket i
en fixtur vid maskinens stativ. Fjädringar uppstå i
verktyget, då diamanthållaren skjuter alltför långt
ut från verktygshållaren eller borrhuvudet.
Belastningen på skäret i såväl vertikal som horisontal led
är mycket liten, emedan man arbetar med endast små
spånsektioner och diamanten med sin skarpa egg
skär lätt. Därför bortfaller dessa belastningars
vi-brationsdämpande verkan vid diamanten. Verktyget
råkar lätt i vibration och förorsakar fina märken,
som se ut som refflorna i en grammofonplatta. Dessa
vibrationer kunna un.lvikas genom ett djupare
infällande av diamanten i sin hållare och kort
inspänning av hållaren.
Vid borrarbeten i vertikala borrmaskiner är
likaledes en kort och styv fastsättning av diamanten i
borrspindeln viktig för undvikande av vibrationer.
Livslängden för diamanter. Livslängden för
diamanter är mycket varierande och beroende av
arbetsstyckets material saint diamantens kvalitet, under
det att den är mindre beroende av skärhastighet och
matning. Att använda mindervärdiga slag av
rå-diamanter med färgfel eiltir andra felaktigheter är
trots deras låga pris icke fördelaktigt, emedan genom
fel i diamanten och sprickor eller slaggbildningar i
arbetsstycket brott lätt uppstå. Vid
iordningställandet av diamanter måste man beakta läget för
kri-stallisationsytan eller, närmare bestämt, se till att
spånytan göres parallell till kristallisationsytan,
emedan diamanten i denna ytas riktning lätt klyver sig
och därför i annat fall lättare brytes. Att giva
diamanten form genom klyvning är mycket svårt och
lyckas endast för de mest erfarna diamantarbetare.
Mången gång föredrager man därför genomsågning
framför klyvning.
Vid omsorgsfullt val och behandling av
diamantverktyg har man konstaterat en livslängd av 2 till
3 år vid arbete i isoleringsmaterial och åtta timmars
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}