
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22 juni 1935
väg- och vatten byggnad skons t
125
På broplatsen igångsattes arbetet i slutet av 1932,
varvid början gjordes med pålning för de lyfttorn,
ett för varje spann, som skulle användas vid
bågarnas montering. Tornet för 168 m-bågen grundlades
på 84 st. grova träpålar, 15—18 m långa, nedslagna
till fast botten. I 204 m-spannet, där största djupet
till berg uppgick till ej mindre än 37,5 m, användes
69 st. pålar med en max.-längd av 35 m, tillverkade
av järnspåntplankor, system Larssen
Union-Kastenprofil nr 2, som hopsvetsades två och två till en
låd-profil och försågos med påsvetsad pålspets av stål.
Innan konstruktionen för pålgrundläggningen
fastställdes hade man genom provpålning och
provbelastning utrönt att en träpåle kunde belastas intill 30
ton och en järnpåle intill 60 ton utan att nämnvärda
sättningar uppkommo. På grundläggningen i 168
m-spannets mitt uppsattes ett 33 m högt montagetorn.
Vidare anordnades provisoriska vridlager för
båg-delara, vilande på järnramar upphängda på 168
m-spannets betongfundament.
Den 2 juni 1933 hade arbetet fortskridit så långt,
att den första transporten av en båghalva,
tillhörande 168 m-spannet, kunde företagas. Denna,
såväl som de följande sju transporterna, förlöpte utan
missöde. Ekenbergs varv utförde detta omfattande
arbete, som erbjöd åtskilliga riskmoment.
Sedan en båghalva anlänt till broplatsen placerades
anfanget på ovannämnda provisoriska vridlager och
hjässdelen på en tvärbalk hängande i montagetornets
lyftkedjor. Bågarnas avlastning från
transport-kopplet skedde genom vattenfyllning av
docksektionerna. Samma procedur upprepades med
bredvid-liggande båghalva. Vindförbanden mellan de båda
huvudreglarna inbyggdes med hjälp av pontonkranar
och fastsattes vid bågarna medelst skruvbultar. Det
sålunda färdigmonterade halva bågspannet
upphissades sedan med hjälp av lyftkedjor och domkrafter,
vilka senare voro uppställda på en arbetsplattform
i toppen av montagetornet. I den mån lyftningen
fortskred borttogos och återinsattes transversaler och
diagonaler i de tornfack som passerades av bågarna.
Samtidigt med lyftningen i tornet roterade bågarna
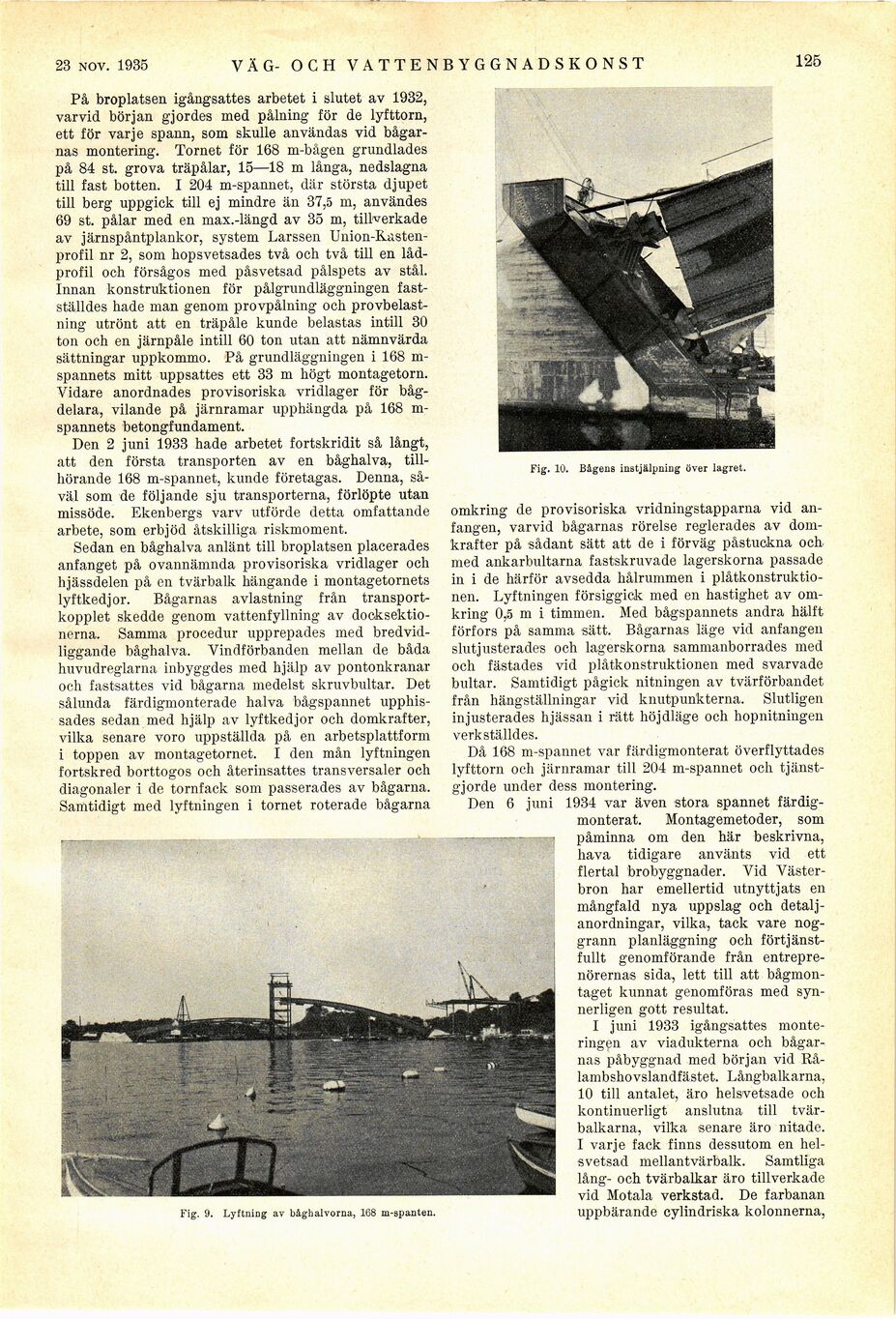
Fig. 9. LyftniDg av båghalvorna, 168 m-spanten.
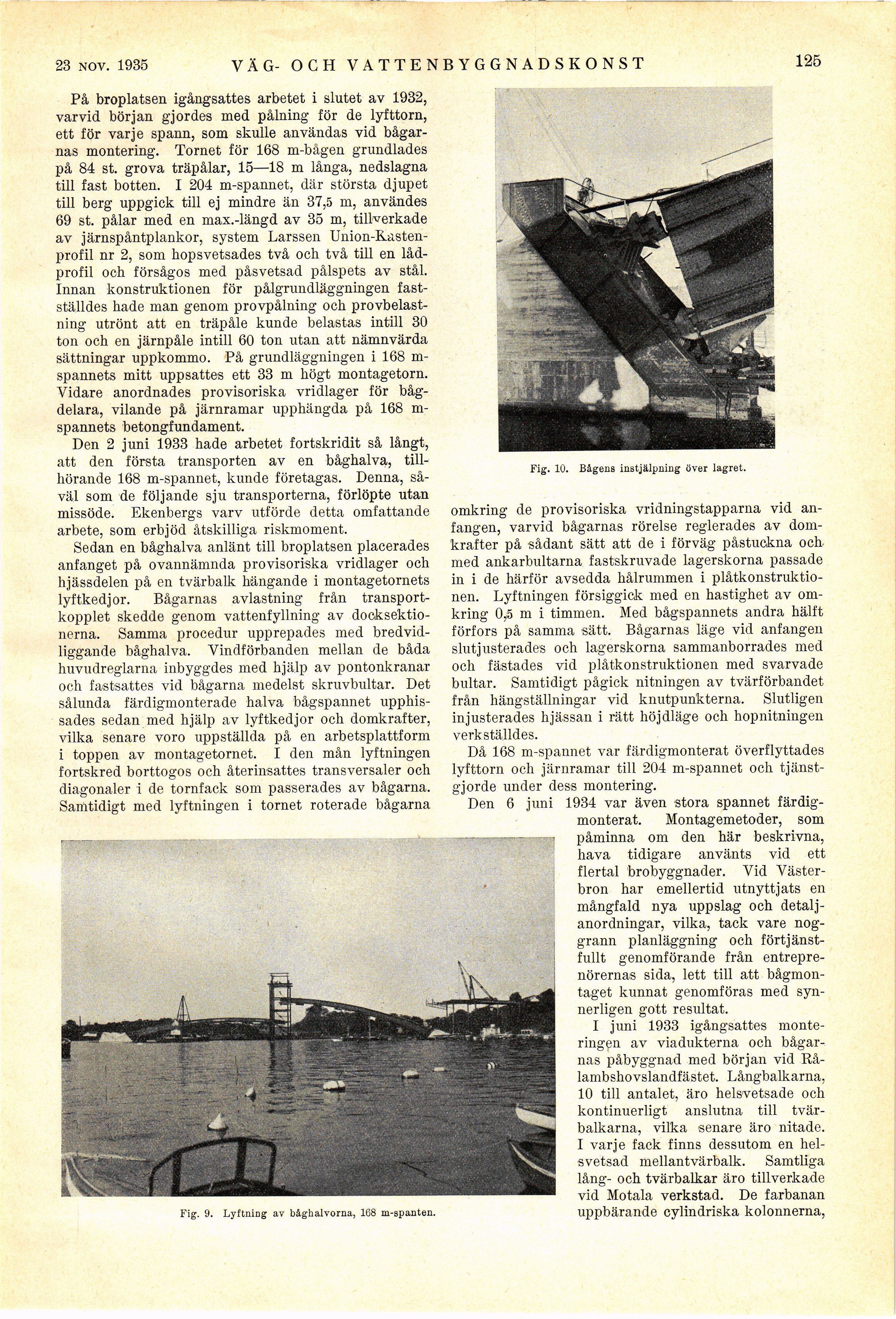
omkring de provisoriska vridningstapparna vid
anfangen, varvid bågarnas rörelse reglerades av
domkrafter på sådant sätt att de i förväg påstuckna och
med ankarbultarna fastskruvade lagerskorna passade
in i de härför avsedda hålrummen i
plåtkonstruktionen. Lyftningen försiggick med en hastighet av
omkring 0,5 m i timmen. Med bågspannets andra hälft
förfors på samma sätt. Bågarnas läge vid anfangen
slu t justerades och lagerskorna sammanborrades med
och fästades vid plåtkonstruktionen med svarvade
bultar. Samtidigt pågick nitningen av tvärförbandet
från hängställningar vid knutpunkterna. Slutligen
injusterades hjässan i rätt höjdläge och hopnitningen
verkställdes.
Då 168 m-spannet var färdigmonterat överflyttades
lyfttorn och järnramar till 204 m-spannet och
tjänstgjorde under dess montering.
Den 6 juni 1934 var även stora spännet
färdigmonterat. Montagemetoder, som
påminna om den här beskrivna,
hava tidigare använts vid ett
flertal brobyggnader. Vid
Västerbron har emellertid utnyttjats en
mångfald nya uppslag och
detalj-anordningar, vilka, tack vare
noggrann planläggning och
förtjänstfullt genomförande från
entreprenörernas sida, lett till att
bågmon-taget kunnat genomföras med
synnerligen gott resultat.
I juni 1933 igångsattes
monteringen av viadukterna och
bågarnas påbyggnad med början vid
Rå-lambshovslandfästet. Långbalkarna,
10 till antalet, äro helsvetsade och
kontinuerligt anslutna till
tvärbalkarna, vilka senare äro nitade.
I varje fack finns dessutom en
helsvetsad mellantvärbalk. Samtliga
lång- och tvärbalkar äro tillverkade
vid Motala verkstad. De farbanan
uppbärande cylindriska kolonnerna,
Fig. 10. Bågens instjälpning över lagret.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}