
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 21 mars 1936 - Moderna gassvetsningsmetoder, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
svetsning och utan att ställa större anspråk på
svetsarens skicklighet. Den väsentligaste förutsättningen
härför är den riktiga spaltningen eller fördelningen
av lågans avgaser på över- och undersidan av
plåten, vilket endast uppnås vid en bestämd
brännare-hållning. Viktigt är även, att svetsgasernas
utströmningshastighet och det därav beroende trycket
på smältbadet ej bliver större än att detta hålles i
jämvikt. Det gynnsammaste värdet på
utströmnings-hastigheten har visat sig vara 110 m/sek., om den är
större virvlas smältan omkring, och svetsens
kontinuerliga uppbyggande stores. En
understräng uppstår på så sätt.
att en del av det smälta
materialet rinner ner över
smält-badets underkant och tvingas
att bindas till den förut bildade
delen av understrängen och de
i smälta varande
underkanterna genom trycket av den del
av lågans avgaser, som
av-spaltas neråt (se fig. 3). För att en god bindning
skall erhållas är det mycket viktigt att plåtens
underkanter äro i smälta, tecknet härpå är den för riktigt
utförd högersvetsning karakteristiska päronformiga
bottenöppningen, vars diameter är ca 1,5 ggr den
ursprungliga spaltbredden (fig. 7).
En bottenöppning erhålles automatiskt om bränna
rens lutning är 50° (se fig. I och tabell 1) och om
dess lysande kägla hålles så djupt i fogen som en
tredjedel av plåttjockleken. Dessutom måste lågan
vara så stor. att den i angivna läge kan hålla fulla
plåtkanterna i smälta. Det har för detta ändamål
visat sig behövas ca 150 lit. syrgas per mm
plåttjocklek och timme. För att sedan erhålla en
under-sträng måste man rikta den lysande käglans axel mot
smältbadets botten eller något litet, längre upp (fig.
1). Härvid spaltas låggaserna på gynnsammaste
sätt (fig. 3), så att var och en av de båda
spalt-ningsdelarna kan utöva den funktion, som
tillkommer den i den övre resp. undre delen av smält
badet. På båda dessa ställen är smältan i ett labilt
jämviktsläge till följd av samverkan mellan det
flytande materialets vikt. dess utspänning och
låggasernas tryck. Om något enstaka av elementen
ändras, stores jämvikten inte så länge som den kan
kompenseras genom ändring i de övriga elementen.
Emedan jämvikten är labil inses lätt, att området för
den gynnsammaste storleken av varje element dock
är ganska begränsat. Detta har en gynnsam inverkan
på svetssäkerheten, ty om svetsaren avviker från de
givna reglerna, får han ett smältbad. som ej är i
jämvikt. och som till utseende är lätt att skilja från del
riktiga. Svetsningen^ går ej bra, förrän han åter
håller sig till de givna reglerna angående brännarens
och svetstrådens förande, då uppbyggandet av
svetsen går automatiskt. Erfarenheten liar visat, att det
ej fordras någon svetskonstnär för att göra en full
värdig svets med understräng, utan blott en mäüàv
som har uppmärksamhet, och som kan se vad han
gör.
Understrängen får emellertid ej förväxlas med den
till utseendet lika droppbildningen, som ofta
uppträder. Här rör det sig ej om genomsvetsning, utan om
droppar av flytande material, som rinna ner mellan
de otillräckligt smälta underkanterna. Det kan såle-
Fig. 7. Det
karakteristiska spaltutseendet vid
högersvetsning med
understräng.
des ej uppstå en sammansmältning och bindning
mellan svetsen och grundmaterialet i botten, och en
noggrann undersökning visar brottanvisningen mellan
plåtkanterna och de nerflutna dropparna.
Om man efter svetsningen låter understrängen vara
kvar, eller om den arbetas bort för att få en jämn
yta, är av sekundär betydelse. Viktigt är däremot,
att den förbättrar svetsens kvalitet, och att det göres
utan någon som helst merkostnad. Den på sina hål!
använda metoden att förbättra en dålig svets genom
eftersvetsning på baksidan betyder ju alltid en
ökning i kostnaden. En annan fördel är möjligheten att
kontrollera svetsens kvalitet genom det yttre
utseendet. Med stor säkerhet kan antagas, att en svets med
understräng visar god bindning och homogent
material rakt igenom, emedan blott en svetsare, som är
förtrogen med modern högersvetsning, och som
håller (le gynnsammaste arbetsbetingelserna, är i stånd
att göra en dylik svets.
2) Svetsning utan avfasning av fogkanterna.
För stumsvets på plåt över 4 inni fordras i
allmänhet avfasning av fogkanteriia. Fogbredden, dvs.
avståndet mellan plåtkanterna på översidan, och
in-svetsningsvolymen, dvs. fogen mellan plåtarna, som
skall fyllas ined tillsatsmaterial, stå båda i visst
förhållande till fasningsvinkeln. båda minska med
avtagande fasningsvinkel. Med hänsyn till minsta
möjliga förbrukning av tillsatstråd och svetsgaser borde
det väljas så liten fasning som möjligt. Men om
denna bliver för liten får man, på grund av den därav
följande ringa fogbredden, vid oriktigt utförd
höger-svetsning utan lugn och i fogen djupt hållen låga ett
smalt smältbad. som ej medgiver, att svetstråden kan
röras så mycket fram och tillbaka, som fordras för att
slaggfrihet i svetsen och god bindning mellan det
isvetsade materialet och plåtkanterna skall erhållas.
Vid riktigt utförd högersvetsning däremot, vilken
framför allt utmärkes av att lågan hålles lugnt och
djupt ner i fogen och i övrigt göres enligt
angivelserna i tabell I. bildas alltid ett mot ifrågavarande
svets-lågas storlek svarande smältbad, oberoende av om
fogbredden är mindre än vad som erhålles vid vanlig
fasning. Detta gäller för plåt upp till 15 mm tjock
lek. under det att vid grövre plåt andra omständig-
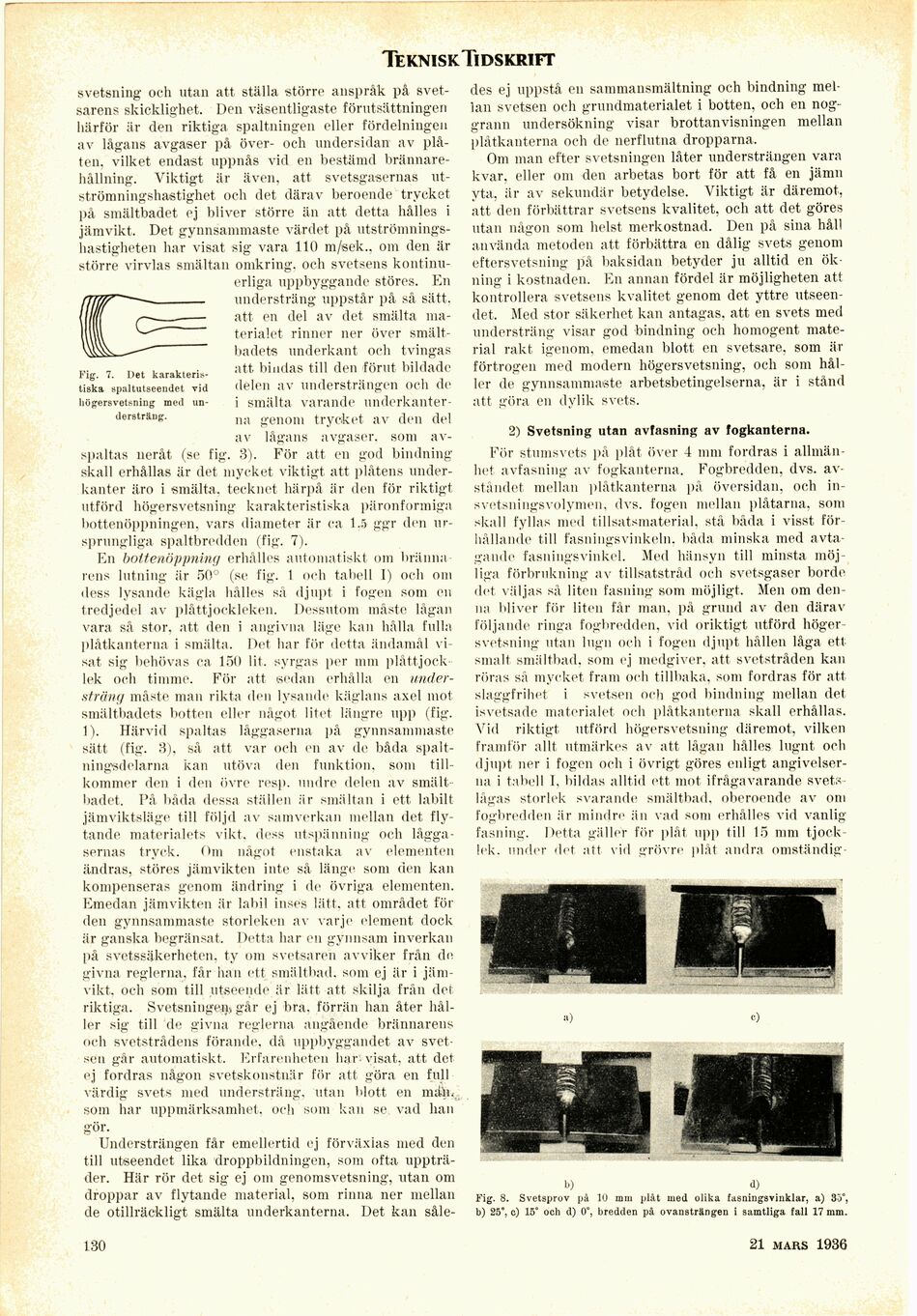
>0
b) d)
Fig. 8. Svetsprov på 10 mm plåt med olika fasningsvinklar, a) 35°,
b) 25°, c) 15° och d) 0°, bredden på ovansträngen i samtliga fall 17 mm.
130
14 mars 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}