
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 21 mars 1936 - Moderna gassvetsningsmetoder, av Bo Gorthon

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
lan plåtarna. Härigenom uppvärmes roten och
ge-nomsvetsning ernås lättare (fig. 3).
Svetstråden, som avböjes rätvinkligt, så att
han-ilen ej skall behöva hållas mitt över de varma
plåtarna, föres med regelbundna rörelser fram och tillbaka
i svetsbadets övre tredjedel tvärt mot fogens
längdriktning. Lågan skall väljas så stor att det i fogens
botten bildas ett hål, något större än den ursprungliga
spalten mellan plåtarna soin tecken på att de undre
plåtkanterna äro i smälta, och att en god genom
svetsning erhålles. En låga, som är för stark, giver
ett alltför brett smältbad, som genom sin tyngd är
svårt att manövrera och hålla i jämvikt, och en
alltför liten låga kan ej hålla plåtkanterna i tillräcklig
smälta.
Jämförd med vänstersvetsning erhålles betydande
besparingar genom användning av högersvetsning.
Deras storlek framgår av efterföljande tabell.
Tabell II. Besparing vid högersvetsning i förhållande
till vänstersvetsning.
1’lättjocklek mm Besparing i
arbetstid vid
hö-gersvetsning i % Besparing i
gaskostnader vid högersvetsning i % Summa besparing vid
högersvetsning i %
6 20 9,5 19,5
10 35 20.0 29,5
16 31 21,5 26,0
Medelvärde 29 17 25
Även i tekniskt avseende uppnås betydande
fördelar vid högersvetsning såsom följande tabell visar.
Tabell 111. Förhållandet mellan hållfasthet hos
svetsen vid vänster- och högersvetsning.
1’låttjocklek i min Draghållfasthet Töjning Böjningsvinkel
[-vänster-svetsning höger-svetsning vänster-svetsning höger-svetsning vänstersvetsning höger-svetsning-]
{+vänster- svets- ning höger- svets- ning vänster- svets- ning höger- svets- ning vänster- svets- ning höger- svets- ning+}
6 1 1,23 1 4.22 1 1,23
10 1 1,11 1 1,86 3,10 1 1,72
16 1 1,32 1 1 1,26
Medelvärde 1 1,22 1 3,ot> 1 1,40
1) Svetsning av stumsvets med understräng.
Det är ett bekant fel, att många svetsare ägna för
ringa uppmärksamhet åt bindningen i roten, de svetsa
ej igenom. Fig. 1 visar undersidan på en dylik svets
och ett etsprov därav.
De i etsprovet inritade linjerna angiva de
ursprungliga plåtkanterna. Det syns, att smältzonen går in
i plåten utöver de ursprungliga kanterna, dvs. en
god bindning mellan grundmaterialet och det ismälta
materialet förefinnes. De undre plåtkanterna lia dock
ej varit i smälta, ty bredden av brottanvisningen
på undersidan är lika med den ursprungliga
spaltbredden. I de flesta fall synas de obundna
plåtkanterna för blotta ögat, och om ej då så vid
förstoring och vid etsprov. Då bockprov göres på en
sådan svets med roten utåt erhålles i stället för 180°
böjningsvinkel, som fordras av en god svets på
vanligt mjukt järn. brott redan vid betydligt mindre
böjnings vinklar. Detta har sin orsak i den
brottanvisning, som de ej bundna underkanterna utgöra.
Även i draghållfastheten inträder en nedsättning.
1T
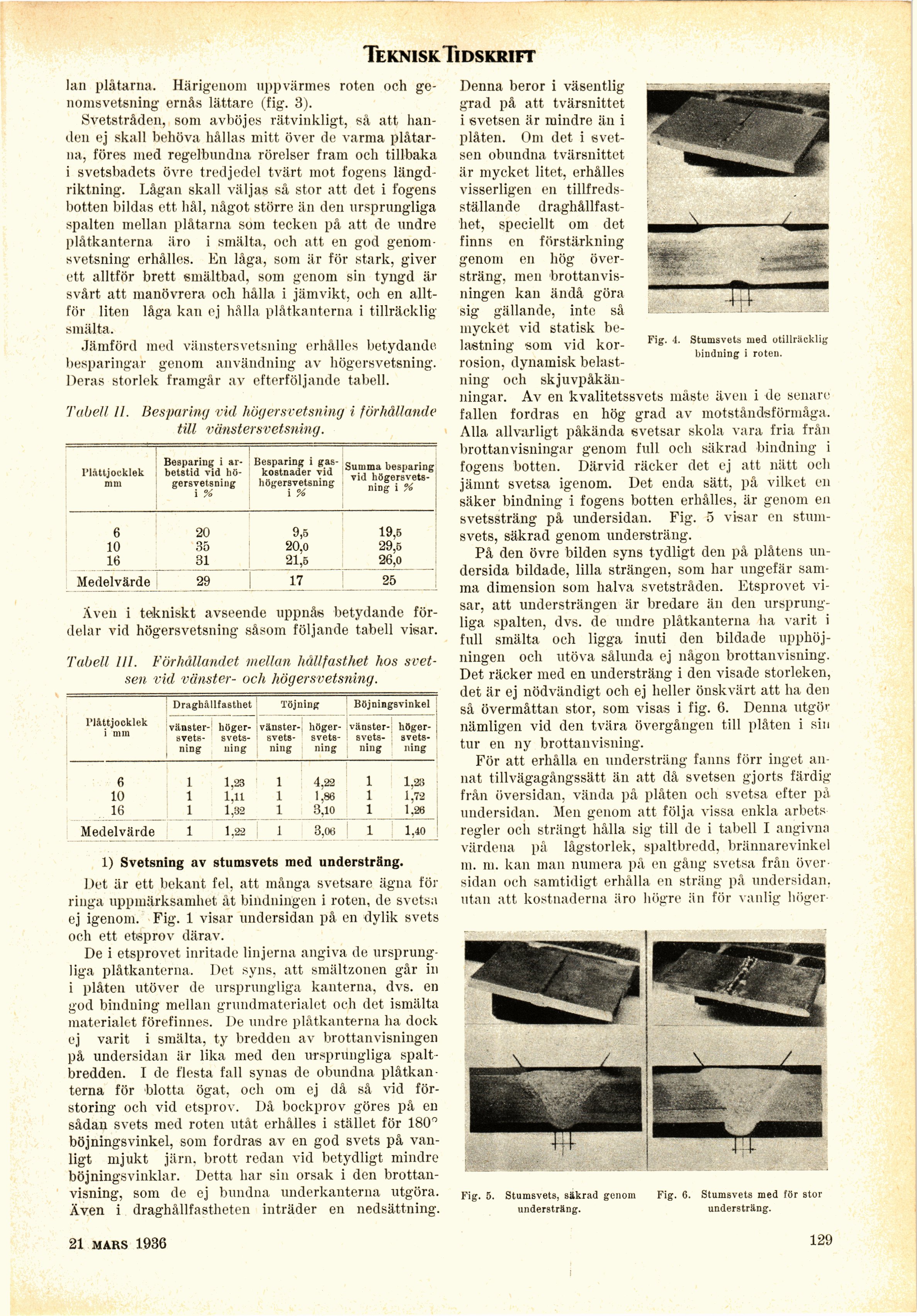
Fig. 4. Stumsvets med otillräcklig
bindning i roten.
Denna beror i väsentlig
grad på att tvärsnittet
i svetsen är mindre än i
plåten. Om det i
svetsen obundna tvärsnittet
är mycket litet, erhålles
visserligen en
tillfredsställande draghållfast-het, speciellt om det
finns en förstärkning
genom en hög
över-sträng, men
brottanvisningen kan ändå göra
sig gällande, inte så
mycket vid statisk
belastning soin vid
korrosion, dynamisk
belastning och
skjuvpåkänningar. Av en kvalitetssvets måste även i de senare
fallen fordras en hög grad av motståndsförmåga.
Alla allvarligt påkända svetsar skola vara fria från
brottanvisningar genom full och säkrad bindning i
fogens botten. Därvid räcker det ej att nätt och
jämnt svetsa igenom. Det enda sätt, på vilket en
säker bindning i fogens botten erhålles, är genom en
svetssträng på undersidan. Fig. 5 visar en
stumsvets, säkrad genom understräng.
På den övre bilden syns tydligt den på plåtens
undersida bildade, lilla strängen, som har ungefär
samma dimension som halva svetstråden. Etsprovet
visar, att understrängen är bredare än den
ursprungliga spalten, dvs. de undre plåtkanterna lia varit i
full smälta och ligga inuti den bildade
upphöjningen och utöva sålunda ej någon brottanvisning.
Det räcker med en understräng i den visade storleken,
det är ej nödvändigt och ej heller önskvärt att lia den
så övermåttan stor, som visas i fig. 6. Denna utgör
nämligen vid den tvära övergången till plåten i sin
tur en ny brottanvisning.
För att erhålla en understräng fanns förr inget
annat tillvägagångssätt än att då svetsen gjorts färdig
från översidan, vända på plåten och svetsa efter på
undersidan. Men genom att följa vissa enkla arbets
regler och strängt hålla sig till de i tabell I angivna
värdena på lågstorlek, spaltbredd, brännarevinkel
in. ni. kan man numera på en gång svetsa från
översidan och samtidigt erhålla en sträng på undersidan,
utan att kostnaderna äro högre iin för vanlig höger
Fig. 5. Stumsvets, säkrad genom
understräng.
21 mars 1936
Fig. 6. Stumsvets med för stor
understräng.
129
i
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}