
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
24 OKT.
19 3 6
UTGIVEN AV SVENSKA TEKNOLOGFÖRENINGEN
CHEFREDAKTÖR: KARL A. WESSBLAD
HÄFTE 43
ÅRG. 66
INNEHALL: Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av ingenjör Bo Gorthon.
Stadsplanen för nedre Norrmalm under debatt. Diskussionsreferat. — Notiser. — Tekniska föreningar. —
Personalnotiser. — Rättelse. — Sammanträden.
Påläggsvetsning vid förbättring av spårväxel
korsningar och rälsändar.
Av ingenjör BO GORTHON.
De senaste årens skärpta konkurrens inom
samfärdseln har tvingat järnvägarna att så mycket
som möjligt nedpressa sina utgifter. Härvid har bl. a.
alla medel att sänka utgifterna för rälsmaterialets
underhåll mottagits med intresse. Sedan länge har
tanken att medelst påläggsvetsning återställa
nedslitna spårväxelkorsningar och rälsändar på i övrigt
brukbart material intresserat järnvägsmän. Dylika
försök ha också gjorts, men på grund av obekantskap
med svetsmetoder och i avsaknad av lämpligt
på-svetsningsmaterial, ha resultaten blivit sådana, att
de ej uppmuntrat till fortsatta arbeten.
I U. S. A. fick problemet dock sin lösning under
världskriget. Genom att riktigt använda
gassvetsning och med tillhjälp av speciellt legerad svetstråd
erhölls en påläggning, som var tillräckligt hård för
att motstå hjultrycket och samtidigt seg nog att ej
flaga av eller slås bort. I början användes
förfarandet endast för rälsändar, men då erfarenheterna
blivit större, kunde även de hårdare påkända
spår-växelkorsningarna repareras med tillfredsställande
resultat. I Europa kom liknande påläggsvetsning av
rälsmaterial i större omfattning först till användning
för ett tiotal år sedan och då särskilt i Polen. Sedan
har förfarandet spritt sig och blivit så allmänt även i
andra länder, att det numera flerstädes användes som
standardunderhåll.
I efterföljande redogörelse, som är gjord med led-
ning av upplysningar, dels inhämtade under
författarens studiebesök i Tyskland, Schweiz, Österrike och
England under åren 1934 och 1936, dels från
praktiska arbeten i Sverige, skall närmare redogöras för
grunderna och tillvägagångssättet vid
påläggsvetsningen, som den numera allmänt göres.
Skenmaterialet och (less förhållande till svetslågan.
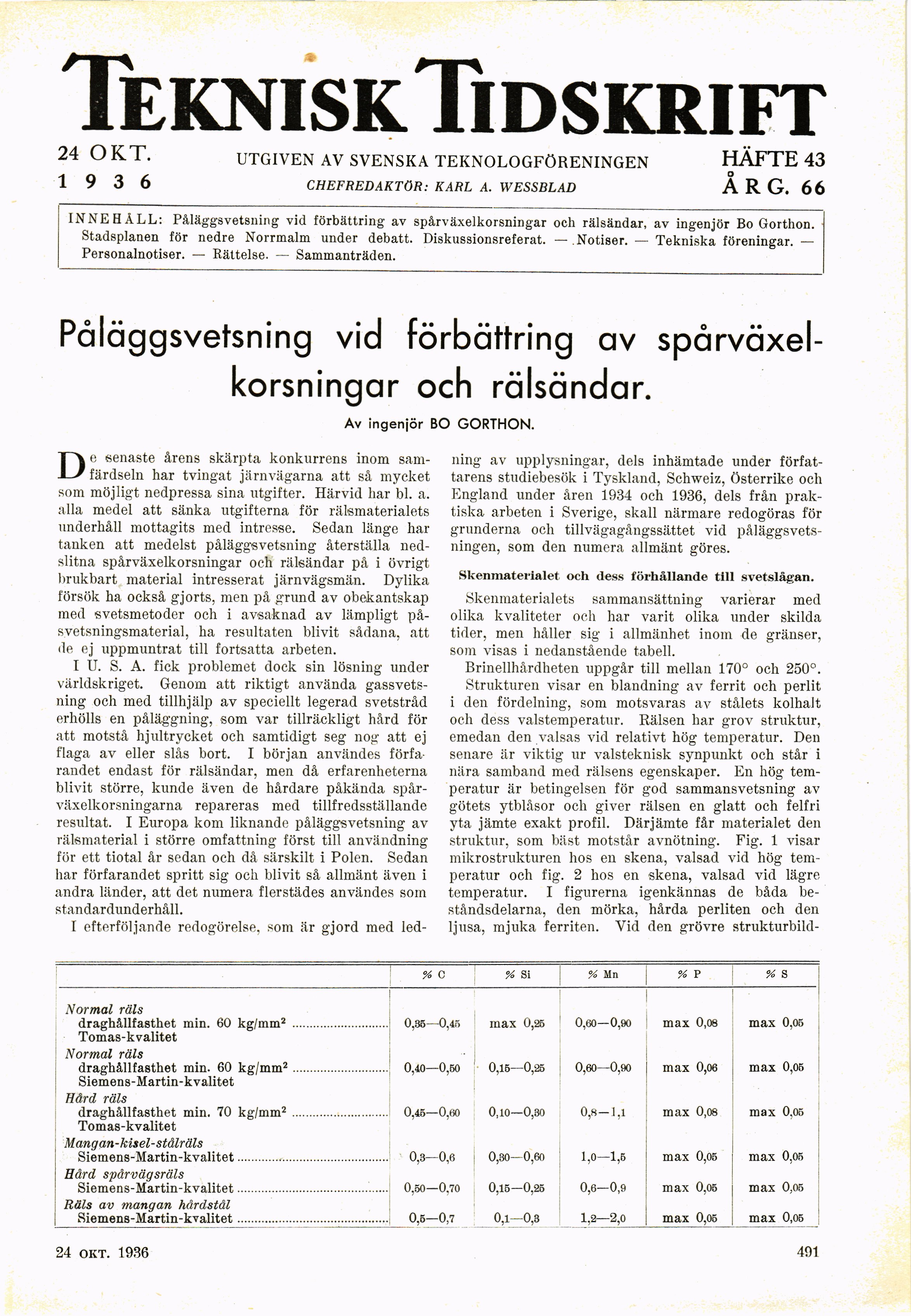
Skenmaterialets sammansättning varierar med
olika kvaliteter och har varit olika under skilda
tider, men håller sig i allmänhet inom de gränser,
som visas i nedanstående tabell.
Brinellhårdheten uppgår till mellan 170° och 250°.
Strukturen visar en blandning av ferrit och perlit
i den fördelning, som motsvaras av stålets kolhalt
och dess valstemperatur. Rälsen har grov struktur,
emedan den valsas vid relativt hög temperatur. Den
senare är viktig ur valsteknisk synpunkt och står i
nära samband med rälsens egenskaper. En hög
temperatur är betingelsen för god sammansvetsning av
götets ytblåsor och giver rälsen en glatt och felfri
yta jämte exakt profil. Därjämte får materialet den
struktur, som bäst motstår avnötning. Fig. 1 visar
mikrostrukturen hos en skena, valsad vid hög
temperatur och fig. 2 hos en skena, valsad vid lägre
temperatur. I figurerna igenkännas de båda
beståndsdelarna, den mörka, hårda perliten och den
ljusa, mjuka ferriten. Vid den grövre strukturbild-
% c
% Si
% Mn
Normal räls
draghållfasthet min. 60 kg/mm2 ........................................................0,85—0,45 max 0,25 0,60—0,90 max 0,08 max 0,05
Tomas-kvalitet
Normal räls
draghållfasthet min. 60 kg/mm2 ........................................................0,40—0,50 0,15—0,25 ; 0,60—0,90 max 0,06 max 0,05
Siemens-Martin-kvalitet
Hård räls
draghållfasthet min. 70 kg/mm2 ........................................................0,45—0,60 0,io—0,80 0,8-1,1 max 0,08 max 0,05
Tomas-kvalitet
Mång an-kisel-stålräls
Siemens-Martin-kvalitet........................................................................................0,3—0,6 0,80—0,60 1,0—1,5 max 0,05 max 0,05
Hård spårvägsräls
Siemens-Martin-kvalitet........................................................................................0,50—0,70 0,15—0,25 0,6—0,9 max 0,05 max 0,05
Räls av mangan hårdstål
Siemens-Martin-kvalitet............................................i 0,5—0,7 0,1—0,3 1,2—2,0 max 0,05_____max 0,06
% P
24 okt. 1936
491
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}