
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
vilket ännu mera underlättas av att den sista
av-jämningen göres med slägga och planhammare.
Under arbetets gång kontrolleras med mallen och
stålskalan, att den riktiga höjden erhålles. Det är
bättre att med en gång lägga på något för mycket
material än för litet, emedan man i förra fallet under
hamringen har möjlighet att driva det ut över kanten.
På liknande sätt göres hela ledrälen färdig. Då
så är gjort och en jämn farbana erhållits, göres
far-kanten jämn och avrundad genom det överskjutande
materialets bortmejsling, som utföres efter det
kanten har värmts till rödvärme. Först mejslas efter
linjen A1—A2 i fig. 23 och därefter efter linjen
ßj—B2. Sedan ledrälen till hela sin längd blivit
renmejslad, så att endast "friskt" material finns
kvar, värmes den fasade kanten på nytt och
smi-des rund vid rödvärme.
På samma sätt göres därpå den återstående
ledrälen klar.
Först därpå svetsas korsningsspetsen. Före
svetsningen värmes den yttersta delen, som brukar vara
mycket sliten på båda sidorna, till smidesvärme. Med
hjälp av släggan stukas den ned, så att den blir så
bred, som den ursprungligen varit. Svetsningen
börjar med att en klack lägges allra ytterst på spetsen
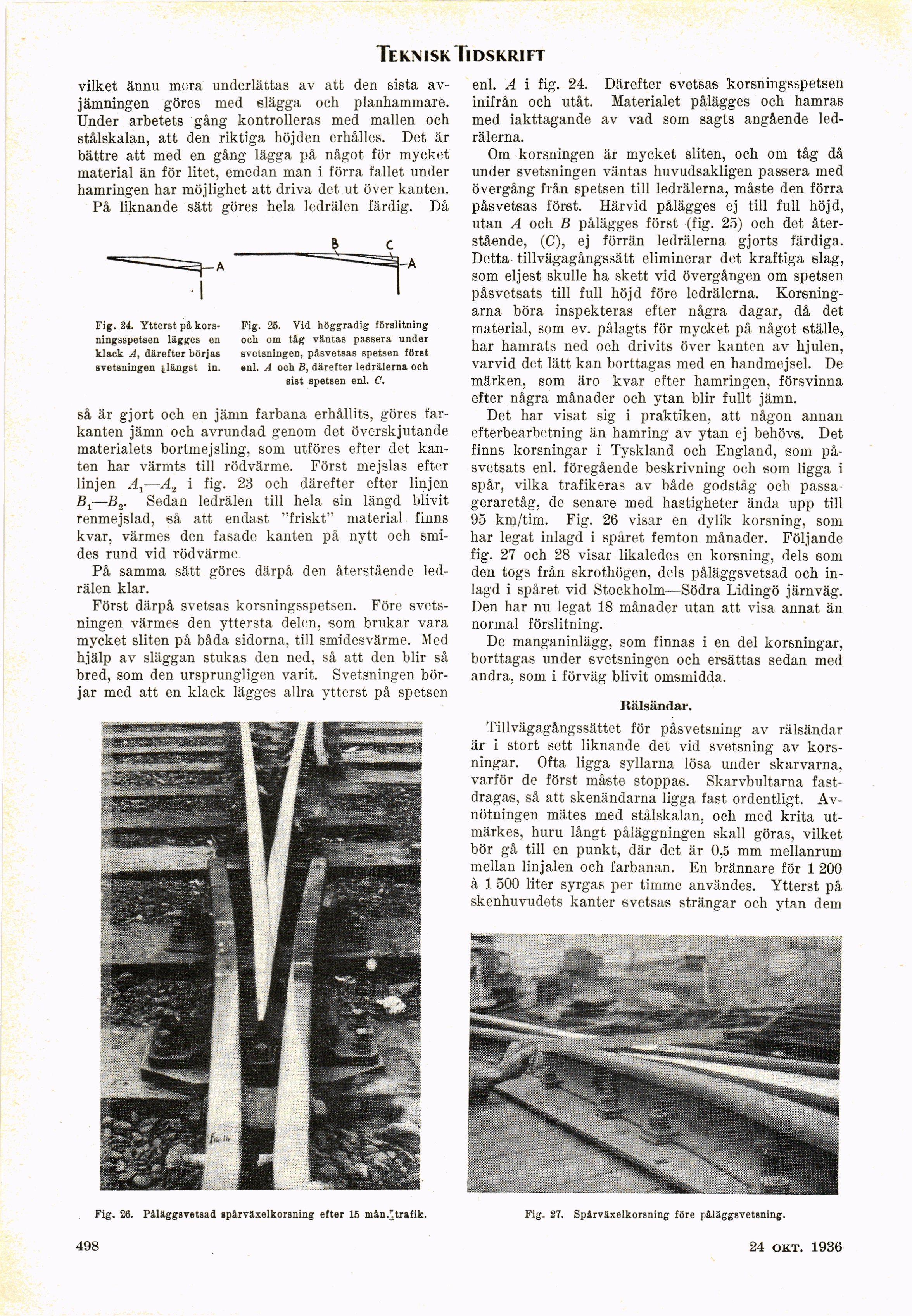
Fig. 26. Påläggsvetsad spårväxelkorsning efter 15 mån.*trafik.
498
enl. A i fig. 24. Därefter svetsas korsningsspetsen
inifrån och utåt. Materialet pålägges och hamras
med iakttagande av vad som sagts angående
led-rälerna.
Om korsningen är mycket sliten, och om tåg då
under svetsningen väntas huvudsakligen passera med
övergång från spetsen till ledrälerna, måste den förra
påsvetsas först. Härvid pålägges ej till full höjd,
utan A och B pålägges först (fig. 25) och det
återstående, (C), ej förrän ledrälerna gjorts färdiga.
Detta tillvägagångssätt eliminerar det kraftiga slag,
som eljest skulle ha skett vid övergången om spetsen
påsvetsats till full höjd före ledrälerna.
Korsningarna böra inspekteras efter några dagar, då det
material, som ev. pålagts för mycket på något ställe,
har hamrats ned och drivits över kanten av hjulen,
varvid det lätt kan borttagas med en handmejsel. De
märken, som äro kvar efter hamringen, försvinna
efter några månader och ytan blir fullt jämn.
Det har visat sig i praktiken, att någon annan
efterbearbetning än hamring av ytan ej behövs. Det
finns korsningar i Tyskland och England, som
påsvetsats enl. föregående beskrivning och som ligga i
spår, vilka trafikeras av både godståg och
passageraretåg, de senare med hastigheter ända upp till
95 km/tim. Fig. 26 visar en dylik korsning, som
har legat inlagd i spåret femton månader. Följande
fig. 27 och 28 visar likaledes en korsning, dels som
den togs från skrothögen, dels påläggsvetsad och
inlagd i spåret vid Stockholm—Södra Lidingö järnväg.
Den har nu legat 18 månader utan att visa annat än
normal förslitning.
De manganinlägg, som finnas i en del korsningar,
borttagas under svetsningen och ersättas sedan med
andra, som i förväg blivit omsmidda.
Rälsändar.
Tillvägagångssättet för påsvetsning av rälsändar
är i stort sett liknande det vid svetsning av
korsningar. Ofta ligga syllarna lösa under skarvarna,
varför de först måste stoppas. Skarvbultarna
fast-dragas, så att skenändarna ligga fast ordentligt.
Av-nötningen mätes med stålskalan, och med krita
utmärkes, huru långt påläggningen skall göras, vilket
bör gå till en punkt, där det är 0,5 mm mellanrum
mellan linjalen och farbanan. En brännare för 1 200
à 1 500 liter syrgas per timme användes. Ytterst på
skenhuvudets kanter svetsas strängar och ytan dem
Fig. 27. Spårväxelkorsning före påläggsvetsning.
26 sept. 1936
Fig. 24. Ytterst på
korsningsspetsen lägges en
klack A, därefter börjas
svetsningen {.längst in.
Fig. 25. Vid höggradig förslitning
och om tåg väntas passera under
svetsningen, påsvetsas spetsen först
•ni. A och B, därefter ledrälerna och
sist spetsen enl. C.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}