
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri fi
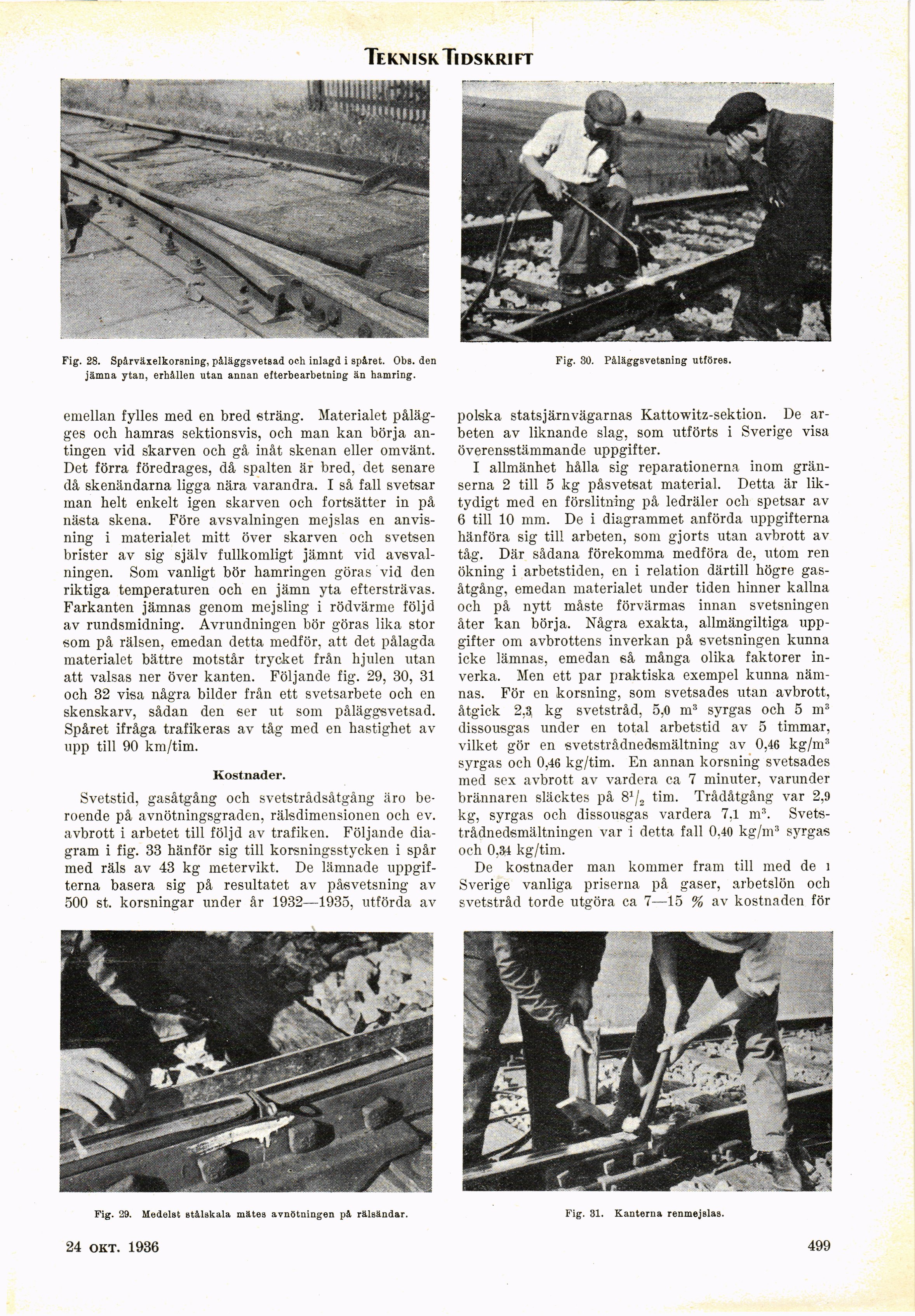
Fig. 28. Spårväxelkorsning, påläggsvetsad och inlagd i spåret. Obs. den
jämna ytan, erhållen utan annan efterhearbetning än hamring.
emellan fylles med en bred sträng. Materialet
pålägges och hamras sektionsvis, och man kan börja
antingen vid skarven och gå inåt skenan eller omvänt.
Det förra föredrages, då spalten är bred, det senare
då skenändarna ligga nära varandra, I så fall svetsar
man helt enkelt igen skarven och fortsätter in på
nästa skena. Före avsvalningen mejslas en
anvisning i materialet mitt över skarven och svetsen
brister av sig själv fullkomligt jämnt vid
avsvalningen. Som vanligt bör hamringen göras vid den
riktiga temperaturen och en jämn yta eftersträvas.
Farkanten jämnas genom mejsling i rödvärme följd
av rundsmidning. Avrundningen bör göras lika stor
som på rälsen, emedan detta medför, att det pålagda
materialet bättre motstår trycket från hjulen utan
att valsas ner över kanten. Följande fig. 29, 30, 31
och 32 visa några bilder från ett svetsarbete och en
skenskarv, sådan den ser ut som påläggsvetsad.
Spåret ifråga trafikeras av tåg med en hastighet av
upp till 90 km/tim.
Kostnader.
Svetstid, gasåtgång och svetstrådsåtgång äro
beroende på avnötningsgraden, rälsdimensionen och ev.
avbrott i arbetet till följd av trafiken. Följande
diagram i fig. 33 hänför sig till korsningsstycken i spår
med räls av 43 kg metervikt. De lämnade
uppgifterna basera sig på resultatet av påsvetsning av
500 st. korsningar imder år 1932—1935, utförda av
Fig. 29. Medelst stålskala mätes avnötningen på rälsändar.
17 okt. 1936
Fig. 30. Påläggsvetsning utföres.
polska statsjärnvägarnas Kattowitz-sektion. De
arbeten av liknande slag, som utförts i Sverige visa
överensstämmande uppgifter.
I allmänhet hålla sig reparationerna inom
gränserna 2 till 5 kg påsvetsat material. Detta är
liktydigt med en förslitning på ledräler och spetsar av
6 till 10 mm. De i diagrammet anförda uppgifterna
hänföra sig till arbeten, som gjorts utan avbrott av
tåg. Där sådana förekomma medföra de, utom ren
ökning i arbetstiden, en i relation därtill högre
gasåtgång, emedan materialet under tidén hinner kallna
och på nytt måste förvärmas innan svetsningen
åter kan börja, Några exakta, allmängiltiga
uppgifter om avbrottens inverkan på svetsningen kunna
icke lämnas, emedan så många olika faktorer
inverka, Men ett par praktiska exempel kunna
nämnas. För en korsning, som svetsades utan avbrott,
åtgick 2.? kg svetstråd. 5,0 m3 syrgas och 5 m3
dissousgas under en total arbetstid av 5 timmar,
vilket gör en svetstrådnedsmältning av 0,46 kg/m3
syrgas och 0,46 kg/tim. En annan korsning svetsades
med sex avbrott av vardera ca 7 minuter, varunder
brännaren släcktes på 81/., tim. Trådåtgång var 2,9
kg, syrgas och dissousgas vardera 7,1 m3.
Svets-trådnedsmältningen var i detta fall 0.40 kg/m3 syrgas
och 0,34 kg/tim.
De kostnader man kommer fram till med de i
Sverige vanliga priserna på gaser, arbetslön och
svetstråd torde utgöra ca 7—15 % av kostnaden för
Fig. 31. Kanterna renmejslas.
499
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}