
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri fi
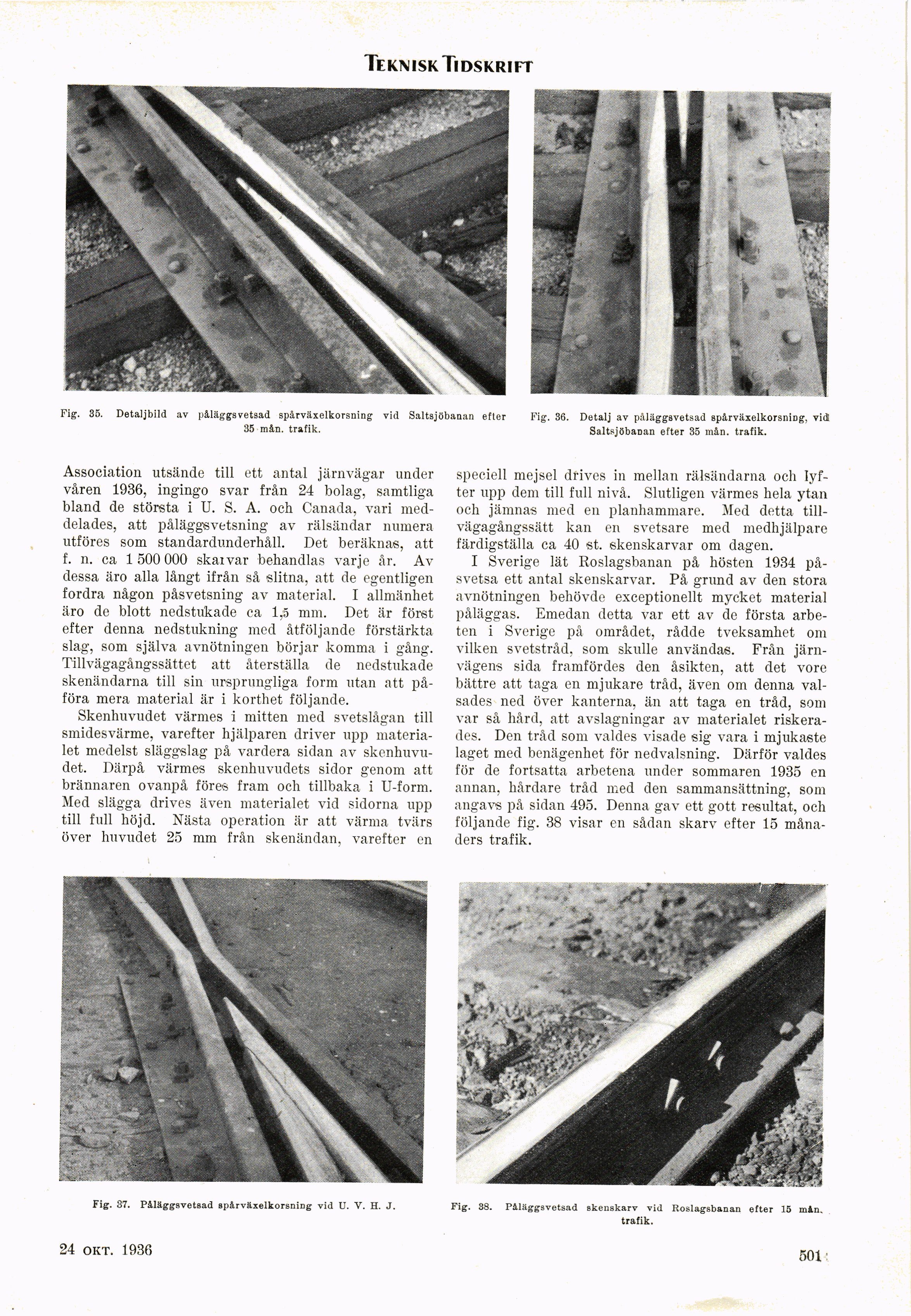
Fig. 35. Detaljbild av påläggsvetsad spårväxelkorsning vid Saltsjöbanan efter
35 mån. trafik.
Association utsände till ett antal järnvägar under
våren 1936, ingingo svar från 24 bolag, samtliga
bland de största i U. S. A. och Canada, vari
meddelades, att påläggsvetsning av rälsändar numera
utföres som standardunderhåll. Det beräknas, att
f. n. ca 1 500 000 skaivar behandlas varje år. Av
dessa äro alla långt ifrån så slitna, att de egentligen
fordra någon påsvetsning av material. I allmänhet
äro de blott nedstükade ca 1,5 mm. Det är först
efter denna nedstukning med åtföljande förstärkta
slag, som själva avnötningen börjar komma i gång.
Tillvägagångssättet att återställa de nedstükade
skenändarna till sin ursprungliga form utan att
påföra mera material är i korthet följande.
Skenhuvudet värmes i mitten med svetslågan till
smidesvärme, varefter hjälparen driver upp
materialet medelst släggslag på vardera sidan av
skenhuvudet. Därpå värmes skenhuvudets sidor genom att
brännaren ovanpå föres fram och tillbaka i U-form.
Med slägga drives även materialet vid sidorna upp
till full höjd. Nästa operation är att värma tvärs
över huvudet 25 mm från skenändan, varefter en
speciell mejsel drives in mellan rälsändarna ocli
lyfter upp dem till full nivå. Slutligen värmes hela ytan
och jämnas med en planhammare. Med detta
tillvägagångssätt kan en svetsare med medhjälpare
färdigställa ca 40 st. skenskarvar om dagen.
I Sverige lät Roslagsbanan på hösten 1934
påsvetsa ett antal skenskarvar. På grund av den stora
avnötningen behövde exceptionellt mycket material
påläggas. Emedan detta var ett av dc första
arbeten i Sverige på området, rådde tveksamhet om
vilken svetstråd, som skulle användas. Från
järnvägens sida framfördes den åsikten, att det vore
bättre att taga en mjukare tråd, även om denna
valsades ned över kanterna, än att taga en tråd, som
var så hård, att avslagningar av materialet
riskerades. Den tråd som valdes visade sig vara i mjukaste
laget med benägenhet för nedvalsning. Därför valdes
för de fortsatta arbetena under sommaren 1935 en
annan, hårdare tråd med den sammansättning, som
angavs på sidan 495. Denna gav ett gott resultat, och
följande fig. 38 visar en sådan skarv efter 15
månaders trafik.
Fig. 37. Påläggsvetsad spårväxelkorsning vid U. V. H. J. Fig. 38. Påläggsvetsad skenskarv vid Roslagsbanan efter 15 mån.
trafik.
17 okt. 1936 501
Fig. 36. Detalj av påläggsvetsad spårväxelkorsning, vid!
Saltsjöbanan efter 35 mån. trafik.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}