
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
ur borrhålets botten, samtidigt som man erhåller ett
starkare skär.
Den gängse metoden att tillverka ett borrskär är
givetvis genom smidning i härför särskilt
konstruerade borrvässningsmaskiner. De nackdelar, som äro
förenade med denna metod, äro allt för bekanta för
att här närmare behöva beröras, och det skall endast
hänvisas till de långt ifrån tillfredsställande skär
(fig. 3), som allt som oftast kunna plockas ut vid
gruvornas borrsmedjor.
eggen avnötes betydligt, bibehålla varmfräsarna väl
sin profil och slitas mycket obetydligt.
Enligt uppgift från dem, som använda sig av
varm-fräsmaskiner — ett stort antal äro i bruk på olika
ställen i världen — är fräsen i gott tillstånd även
efter 50 000 skärpningar av t. e. borrkronor på
bergborrar.
Då tänderna hava blivit en smula slöa, erfordras
endast en enkel slipning på en slipskiva, utan någon
som helst efterföljande värmebehandling, för att de
åter skola kunna användas under en lika lång tid
rymd. Först efter 90 000—100 000 operationer skära
tänderna icke mera.
Det är även av intresse att notera, att fräsarna
även efter ett mycket hårt arbete icke bliva obruk
bara och således ej behöva kastas bort, vilket är
fallet med smärgelskivor, ty en omtandning åtföljd av
härdning och andra lätta och föga kostsamma
värmebehandlingar göra dem fullständigt som nya för en
lika lång tidrymd.
Varmfräsmaskinerna äro av mycket enkel
konstruktion och bestå icke av några känsliga delar, som
lätt kunna bringas i olag.
Alla väsentliga delar äro bearbetade med omsorg
och rundligt kalkylerade för att de skola utgöra ett
kraftigt skydd i händelse av felaktig manövrering.
Hela stativet är kraftigare konstruerat än på en
vanlig slipmaskin, för att eliminera alla risker för
olyckshändelse, men även för att i längden motstå de
häftiga och särskilt hårda påfrestningar, vilka dessa
maskiner äro utsatta för i smedjorna.
Det bör här påpekas, att till följd av den stora
periferihastigheten, som är nödvändig vid
varmfräs-ning, samt fräsarnas tyngd, är det förenat med stor
fara att inmontera dem på liknande maskiner, som
icke avsetts för ifrågavarande ändamål, såsom t. e.
stativ för vanliga smärgelskivor.
Fräsmaskinernas kraftbehov är mycket lågt. Den
erforderliga effekten överstiger icke 2 hkr för alla
ordinära arbeten. För att emellertid undvika, att
rotationshastigheten saktar av vid hård påfrestning,
vilket är menligt för fräsarna, är det dock nödvändigt
att disponera en motor om 4 eff. hkr.
För smörjning åtgår endast några droppar god
olja då och då.
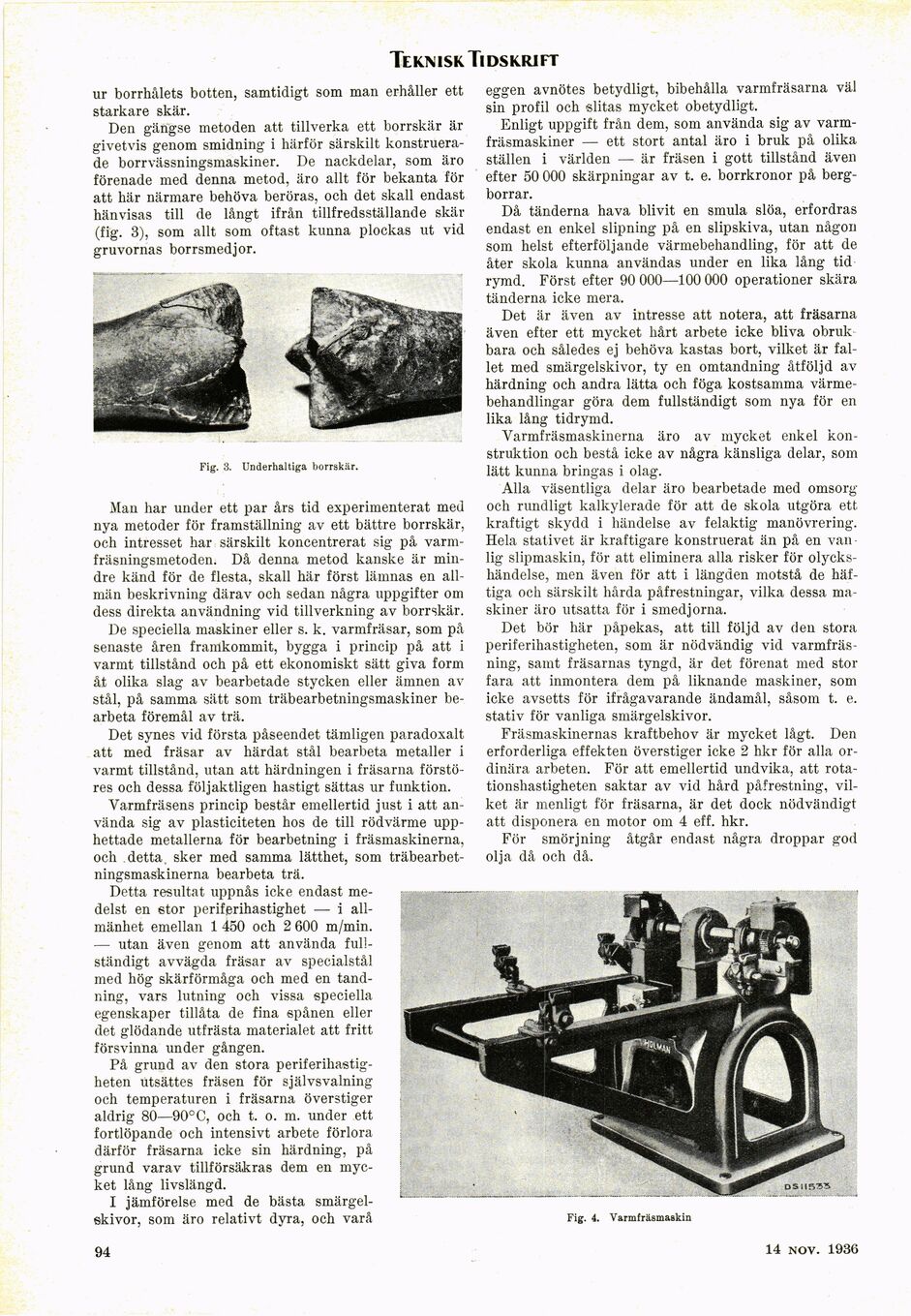
Fig. 4. Varmfräsmaskin
Fig. 3. Underhaltiga borrskär.
Man har under ett par års tid experimenterat med
nya metoder för framställning av ett bättre borrskär,
och intresset har särskilt koncentrerat sig på
varm-fräsningsmetoden. Då denna metod kanske är
mindre känd för de flesta, skall här först lämnas en
allmän beskrivning därav och sedan några uppgifter om
dess direkta användning vid tillverkning av borrskär.
De speciella maskiner eller s. k. varmfräsar, som på
senaste åren framkommit, bygga i princip på att i
varmt tillstånd och på ett ekonomiskt sätt giva form
åt olika slag av bearbetade stycken eller ämnen av
stål, på samma sätt som träbearbetningsmaskiner
bearbeta föremål av trä.
Det synes vid första påseendet tämligen paradoxalt
att med fräsar av härdat stål bearbeta metaller i
varmt tillstånd, utan att härdningen i fräsarna
förstöres och dessa följaktligen hastigt sättas ur funktion.
Varmfräsens princip består emellertid just i att
använda sig av plasticiteten hos de till rödvärme
upphettade metallerna för bearbetning i fräsmaskinerna,
och detta, sker med samma lätthet, som
träbearbet-ningsmaskinerna bearbeta trä.
Detta resultat uppnås icke endast
medelst en stor periferihastighet — i
allmänhet emellan 1 450 och 2 600 m/min.
— utan även genom att använda
fullständigt avvägda fräsar av specialstål
med hög skärförmåga och med en
tandning, vars lutning och vissa speciella
egenskaper tillåta de fina spånen eller
det glödande utfrästa materialet att fritt
försvinna under gången.
På grund av den stora
periferihastigheten utsättes fräsen för självsvalning
och temperaturen i fräsarna överstiger
aldrig 80—90° C, och t. o. m. under ett
fortlöpande och intensivt arbete förlora
därför fräsarna icke sin härdning, på
grund varav tillförsäkras dem en
mycket lång livslängd.
I jämförelse med de bästa
smärgelskivor, som äro relativt dyra, och varå
94
14 nov. 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}