
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsvetenskap
Själva fräsningen utföres mycket snabbt. Den
tager en tid, som varierar från några sekunder till max.
3 minuter, alltefter arten av bearbetning, och
fräsningen måste ovillkorligen utföras i värme mellan
750 och 900°C. Vid lägre temperaturer eller i kallt
tillstånd försättas fräsarna hastigt ur funktion.
I betraktande av dessa maskiners enkelhet, och
även tack vare fräsarnas olika utformning och de
reglerbara stöden, fordras icke särskilt yrkesvana
personer för skötseln. Det uppgives, att man på mindre
än en timme lär sig varje handgrepp och är i stånd
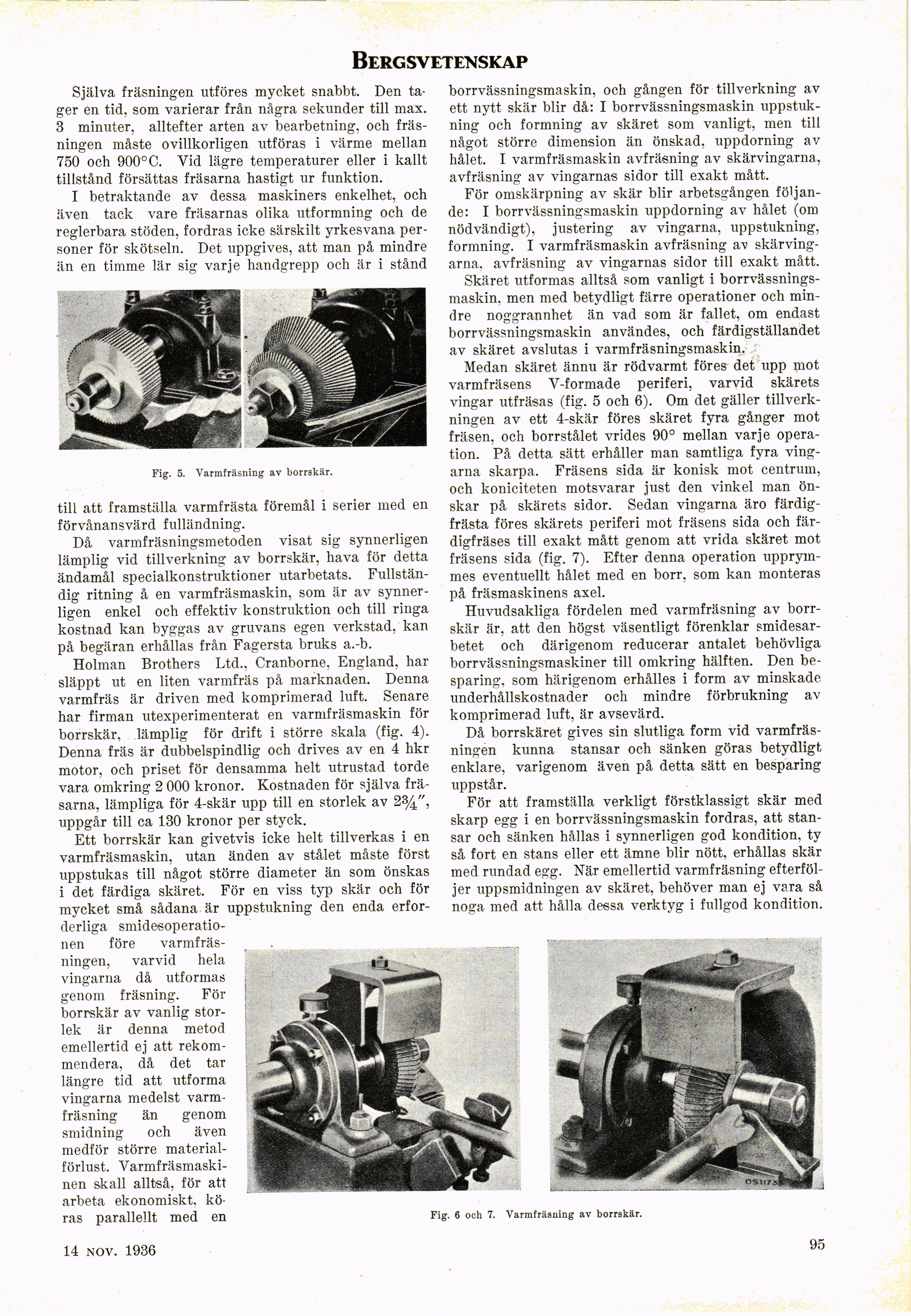
Fig. 5. Varmfräsning av borrskär.
till att framställa varmfrästa föremål i serier med en
förvånansvärd fulländning.
Då varmfräsningsmetoden visat sig synnerligen
lämplig vid tillverkning av borrskär, hava för detta
ändamål specialkonstruktioner utarbetats.
Fullständig ritning å en varmfräsmaskin, som är av
synnerligen enkel och effektiv konstruktion och till ringa
kostnad kan byggas av gruvans egen verkstad, kan
på begäran erhållas från Fagersta bruks a.-b.
Holman Brothers Ltd., Cranborne, England, har
släppt ut en liten varmfräs på marknaden. Denna
varmfräs är driven med komprimerad luft. Senare
har firman utexperimenterat en varmfräsmaskin för
borrskär, lämplig för drift i större skala (fig. 4).
Denna fräs är dubbelspindlig och drives av en 4 hkr
motor, och priset för densamma helt utrustad torde
vara omkring 2 000 kronor. Kostnaden för själva
fräsarna, lämpliga för 4-skär upp till en storlek av 2
uppgår till ca 130 kronor per styck.
Ett borrskär kan givetvis icke helt tillverkas i en
varmfräsmaskin, utan änden av stålet måste först
uppstukas till något större diameter än som önskas
i det färdiga skäret. För en viss typ skär och för
mycket små sådana är uppstukning den enda
erforderliga smidesoperatio-nen före
varmfräs-ningen, varvid hela
vingarna då utformas
genom fräsning. För
borrskär av vanlig
storlek är denna metod
emellertid ej att
rekommendera, då det tar
längre tid att utforma
vingarna medelst
varmfräsning än genom
smidning och även
medför större
materialförlust. Varmfräsmaski-nen skall alltså, för att
arbeta ekonomiskt, kö
ras parallellt med en Fig.
borrvässningsmaskin, och gången för tillverkning av
ett nytt skär blir då: I borrvässningsmaskin
uppstukning och formning av skäret som vanligt, men till
något större dimension än önskad, uppdorning av
hålet. I varmfräsmaskin avfräsning av skärvingarna,
avfräsning av vingarnas sidor till exakt mått.
För omskärpning av skär blir arbetsgången
följande: I borrvässningsmaskin uppdorning av hålet (om
nödvändigt), justering av vingarna, uppstukning,
formning. I varmfräsmaskin avfräsning av
skärvingarna. avfräsning av vingarnas sidor till exakt mått.
Skäret utformas alltså som vanligt i
borrvässningsmaskin. men med betydligt färre operationer och
mindre noggrannhet än vad som är fallet, om endast
borrvässningsmaskin användes, och färdigställandet
av skäret avslutas i varmfräsningsmaskin.
Medan skäret ännu är rödvarmt föres det upp mot
varmfräsens V-formade periferi, varvid skärets
vingar utfräsas (fig. 5 och 6). Om det gäller
tillverkningen av ett 4-skär föres skäret fyra gånger mot
frasen, och borrstålet vrides 90° mellan varje
operation. På detta sätt erhåller man samtliga fyra
vingarna skarpa. Fräsens sida är konisk mot centrum,
och koniciteten motsvarar just den vinkel man
önskar på skärets sidor. Sedan vingarna äro
färdig-frästa föres skärets periferi mot fräsens sida och
fär-digfräses till exakt mått genom att vrida skäret mot
fräsens sida (fig. 7). Efter denna operation
uppryin-mes eventuellt hålet med en borr, som kan monteras
på fräsmaskinens axel.
Huvudsakliga fördelen med varmfräsning av
borrskär är, att den högst väsentligt förenklar
smidesar-betet och därigenom reducerar antalet behövliga
borrvässningsmaskiner till omkring hälften. Den
besparing, som härigenom erhålles i form av minskade
underhållskostnader och mindre förbrukning av
komprimerad luft, är avsevärd.
Då borrskäret gives sin slutliga form vid
varmfräs-ningen kunna stansar och sänken göras betydligt
enklare, varigenom även på detta sätt en besparing
uppstår.
För att framställa verkligt förstklassigt skär med
skarp egg i en borrvässningsmaskin fordras, att
stansar och sänken hållas i synnerligen god kondition, ty
så fort en stans eller ett ämne blir nött, erhållas skär
med rundad egg. När emellertid varmfräsning
efterföljer uppsmidningen av skäret, behöver man ej vara så
noga med att hålla dessa verktyg i fullgod kondition.
6 och 7. Varmfräsning av borrskär.
14 nov. 1936
95
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}