
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsvetenskap
sultat måste värmen tillföras
borrkronans centrala del och
småningom sprida sig ut till de
tunnare, perifera delarna av
skäret. En ugn baserad på denna
princip har konstruerats av Mr.
Leslie Pryce och införts vid de
flesta större guldgruvor i
Transvaal, med synnerligen gynnsamt
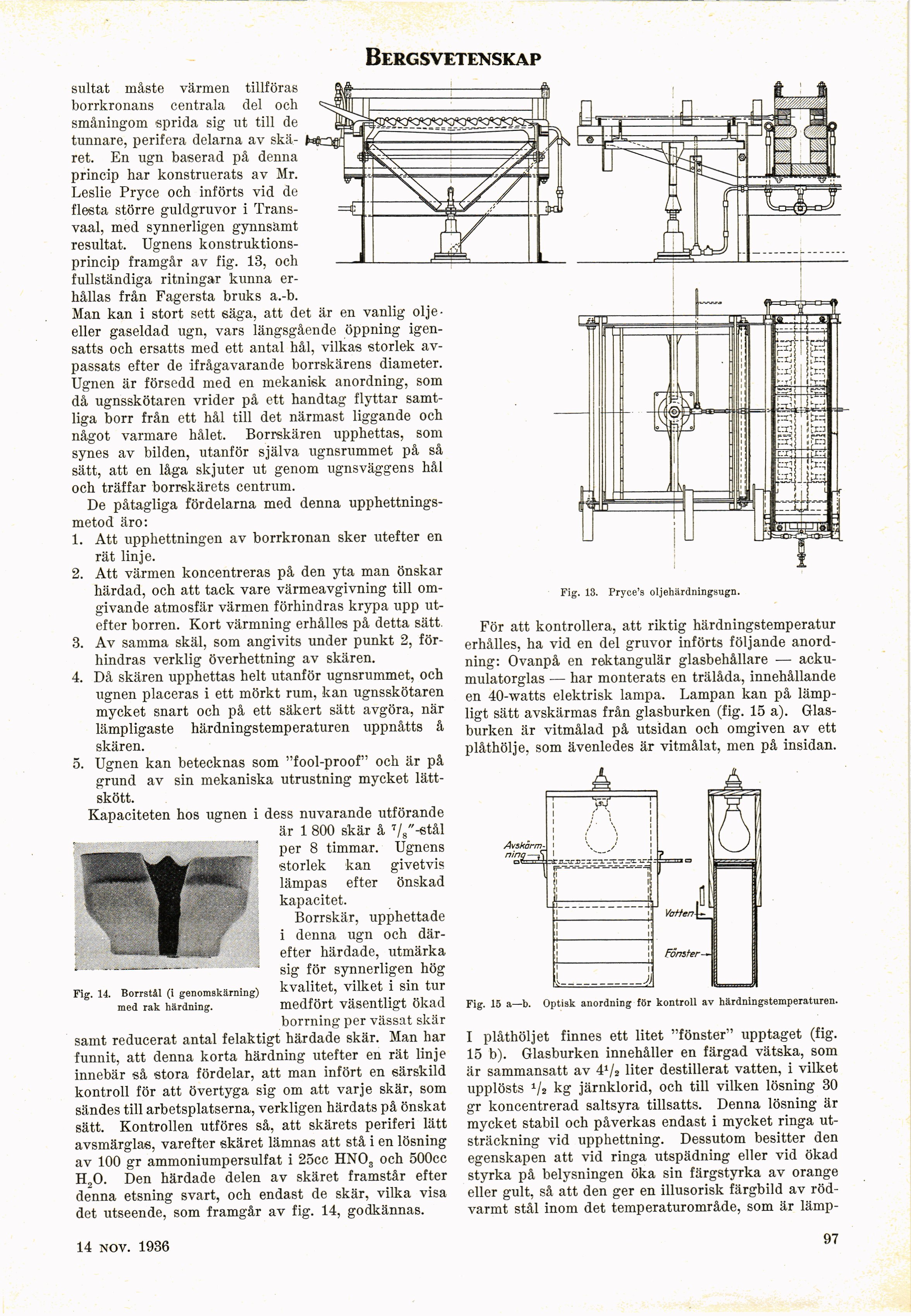
resultat. Ugnens
konstruktionsprincip framgår av fig. 13, och
fullständiga ritningar kunna
erhållas från Fagersta bruks a.-b.
Man kan i stort sett säga, att det är en vanlig
olje-eller gaseldad ugn, vars längsgående öppning
igensatts och ersatts med ett antal hål, vilkas storlek
avpassats efter de ifrågavarande borrskärens diameter.
Ugnen är försedd med en mekanisk anordning, som
då ugnsskötaren vrider på ett handtag flyttar
samtliga borr från ett hål till det närmast liggande och
något varmare hålet. Borrskären upphettas, som
synes av bilden, utanför själva ugnsrummet på så
sätt, att en låga skjuter ut genom ugnsväggens hål
och träffar borrskärets centrum.
De påtagliga fördelarna med denna
upphettningsmetod äro:
1. Att upphettningen av borrkronan sker utefter en
rät linje.
2. Att värmen koncentreras på den yta man önskar
härdad, och att tack vare värmeavgivning till
omgivande atmosfär värmen förhindras krypa upp
utefter borren. Kort värmning erhålles på detta sätt.
3. Av samma skäl, som angivits under punkt 2,
förhindras verklig överhettning av skären.
4. Då skären upphettas helt utanför ugnsrummet, och
ugnen placeras i ett mörkt rum, kan ugnsskötaren
mycket snart och på ett säkert sätt avgöra, när
lämpligaste härdningstemperaturen uppnåtts å
skären.
5. Ugnen kan betecknas som "fool-proof" och är på
grund av sin mekaniska utrustning mycket
lättskött.
Kapaciteten hos ugnen i dess nuvarande utförande
är 1 800 skär å 78"-stål
per 8 timmar. Ugnens
storlek kan givetvis
lämpas efter önskad
kapacitet.
Borrskär, upphettade
i denna ugn och
därefter härdade, utmärka
sig för synnerligen hög
kvalitet, vilket i sin tur
medfört väsentligt ökad
borrning per vässat skär
saint reducerat antal felaktigt härdade skär. Man har
funnit, att denna korta härdning utefter en rät linje
innebär så stora fördelar, att man infört en särskild
kontroll för att övertyga sig om att varje skär, som
sändes till arbetsplatserna, verkligen härdats på önskat
sätt. Kontrollen utföres Säf. ä.tti skärets periferi lätt
avsmärglas, varefter skäret lämnas att stå i en lösning
av 100 gr ammoniumpersulfat i 25cc HNOs och 500cc
H20. Den härdade delen av skäret framstår efter
denna etsning svart, och endast de skär, vilka visa
det utseende, som framgår av fig. 14, godkännas.
Fig. 14. Borrstål (i genomskärning)
med rak härdning.
Fig. 13. Pryce’s oljehärdningsugn.
För att kontrollera, att riktig härdningstemperatur
erhålles, ha vid en del gruvor införts följande
anordning: Ovanpå en rektangulär glasbehållare —
ackumulatorglas — har monterats en trälåda, innehållande
en 40-watts elektrisk lampa. Lampan kan på
lämpligt sätt avskärmas från glasburken (fig. 15 a).
Glasburken är vitmålad på utsidan och omgiven av ett
plåthölje, som ävenledes är vitmålat, men på insidan.
Fig. 15 a-b. Optisk anordning för kontroll av härdningstemperaturen.
I plåthöljet finnes ett litet "fönster" upptaget (fig.
15 b). Glasburken innehåller en färgad vätska, som
är sammansatt av 4^2 liter destillerat vatten, i vilket
upplösts 1/2 kg järnklorid, och till vilken lösning 30
gr koncentrerad saltsyra tillsatts. Denna lösning är
mycket stabil och påverkas endast i mycket ringa
utsträckning vid upphettning. Dessutom besitter den
egenskapen att vid ringa utspädning eller vid ökad
styrka på belysningen öka sin färgstyrka av orange
eller gult, så att den ger en illusorisk färgbild av
röd-varmt stål inom det temperaturområde, som är lämp-
14 nov. 1936
97
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}