
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Tekn i sk Ti dskri ft
Om ett borrskär nytillverkas eller endast skärpes,
bliva skärvingarnas ytor ovillkorligen avkolade på
grund av den höga temperatur, de måste upphettas
till vid smidningen. På grund härav bildas ett tunt
mjukt skikt, som kvarstår även efter det skäret
härdats, och detta förhållande bidrager till dålig
skärförmåga och hastig avslitning av skäret. Det enda
botemedlet mot detta onda är att avlägsna det mjuka
skiktet, och mångåriga försök hava visat, att
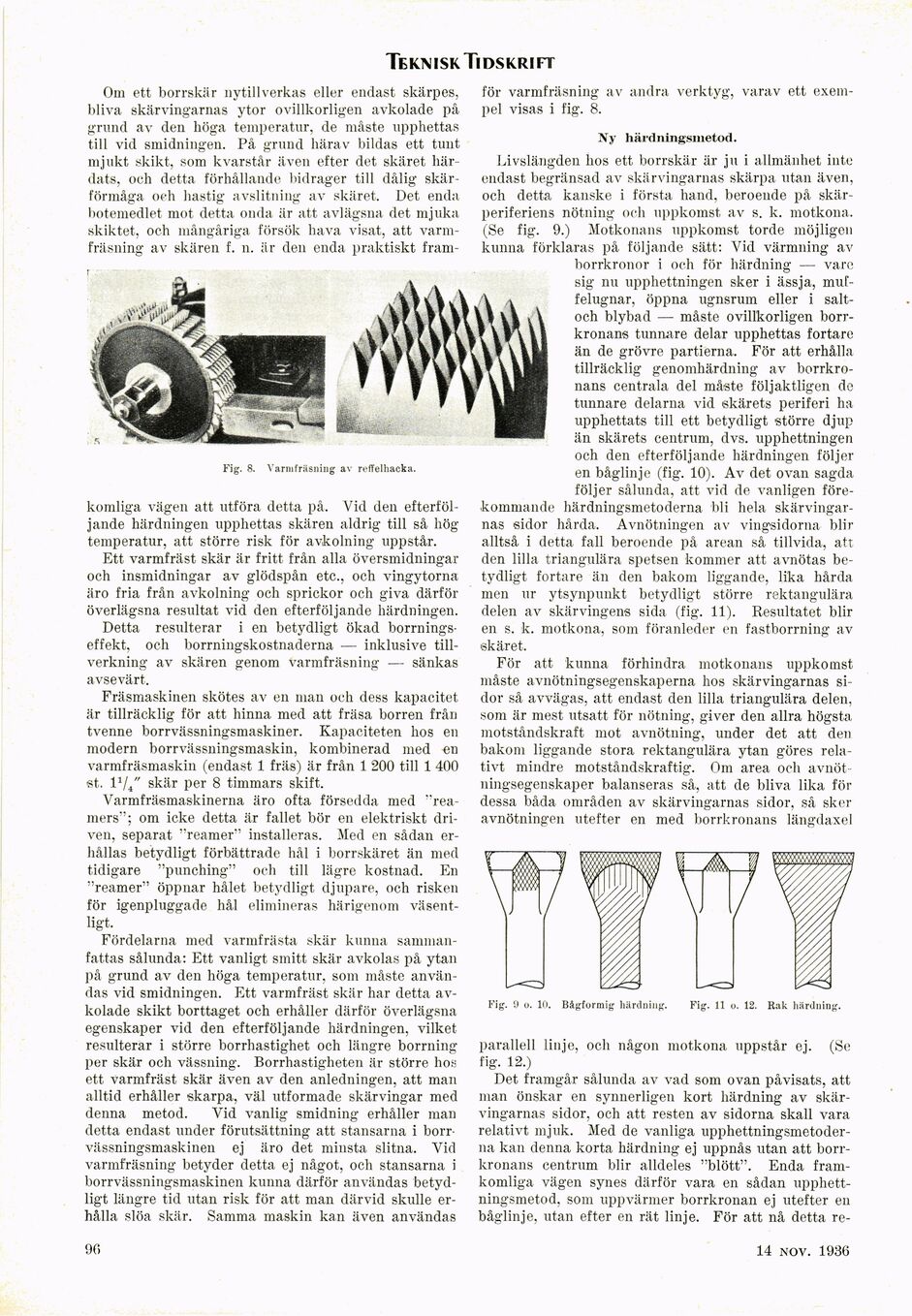
varm-fräsning av skären f. n. är den enda praktiskt fram-
Fig. 8. Varmfräsning av reffelhacka.
komliga vägen att utföra detta på. Vid den
efterföljande härdningen upphettas skären aldrig till så hög
temperatur, att större risk för avkolning uppstår.
Ett varmfräst skär är fritt från alla översmidningar
och insmidningar av glödspån etc., och vingytorna
äro fria från avkolning och sprickor och giva därför
överlägsna resultat vid den efterföljande härdningen.
Detta resulterar i en betydligt ökad
borrningseffekt, och borrningskostnaderna — inklusive
tillverkning av skären genom varmfräsning — sänkas
avsevärt.
Fräsmaskinen skötes av en man och dess kapacitet
är tillräcklig för att hinna med att fräsa borren från
tvenne borrvässningsmaskiner. Kapaciteten hos en
modern borrvässningsmaskin, kombinerad med en
varmfräsmaskin (endast 1 fräs) är från 1 200 till 1 400
st. 1V4" skär per 8 timmars skift.
Varmfräsmaskinerna äro ofta försedda med
"rea-mers"; om icke detta är fallet bör en elektriskt
driven, separat "reamer" installeras. Med en sådan
erhållas betydligt förbättrade hål i borrskäret än med
tidigare "punching" och till lägre kostnad. En
"reamer" öppnar hålet betydligt djupare, och risken
för igenpluggade hål elimineras härigenom
väsentligt.
Fördelarna med varmfrästa skär kunna
sammanfattas sålunda: Ett vanligt smitt skär avkolas på ytan
på grund av den höga temperatur, som måste
användas vid smidningen. Ett varmfräst skär har detta
avkolade skikt borttaget och erhåller därför överlägsna
egenskaper vid den efterföljande härdningen, vilket
resulterar i större borrhastighet och längre borrning
per skär och vässning. Borrhastigheten är större hos
ett varmfräst skär även av den anledningen, att man
alltid erhåller skarpa, väl utformade skärvingar med
denna metod. Vid vanlig smidning erhåller man
detta endast under förutsättning att stansarna i
borr-vässningsmaskinen ej äro det minsta slitna. Vid
varmfräsning betyder detta ej något, och stansarna i
borrvässningsmaskinen kunna därför användas
betydligt längre tid utan risk för att man därvid skulle
erhålla slöa skär. Samma maskin kan även användas
för varmfräsning av andra verktyg, varav ett
exempel visas i fig. 8.
Ny härdningsmetod.
Livslängden hos ett borrskär är ju i allmänhet inte
endast begränsad av skärvingarnas skärpa utan även,
och detta kanske i första hand, beroende på
skär-periferiens nötning och uppkomst av s. k. motkona.
(Se fig. 9.) Motkonans uppkomst torde möjligen
kunna förklaras på följande sätt: Vid värmning av
borrkronor i och för härdning — vare
sig nu upphettningen sker i ässja,
muf-felugnar, öppna ugnsrum eller i
salt-och blybad — måste ovillkorligen
borrkronans tunnare delar upphettas fortare
än de grövre partierna. För att erhålla
tillräcklig genomhärdning av
borrkronans centrala del måste följaktligen de
tunnare delarna vid skärets periferi ha
upphettats till ett betydligt större djup
än skärets centrum, dvs. upphettningen
och den efterföljande härdningen följer
en båglinje (fig. 10). Av det ovan sagda
följer sålunda, att vid de vanligen
förekommande härdningsmetoderna bli hela
skärvingarnas sidor hårda. Avnötningen av vingsidorna blir
alltså i detta fall beroende på arean så tillvida, att
den lilla triangulära spetsen kommer att avnötas
betydligt fortare än den bakom liggande, lika hårda
men ur ytsynpunkt betydligt större rektangulära
delen av skärvingens sida (fig. 11). Resultatet blir
en s. k. motkona, som föranleder en fastborrning av
skäret.
För att kunna förhindra motkonans uppkomst
måste avnötningsegenskaperna hos skärvingarnas
sidor så avvägas, att endast den lilla triangulära deleu,
som är mest utsatt för nötning, giver den allra högsta
motståndskraft mot avnötning, under det att den
bakom liggande stora rektangulära ytan göres
relativt mindre motståndskraftig. Om area och
avnöt-ningsegenskaper balanseras så, att de bliva lika för
dessa båda områden av skärvingarnas sidor, så sker
avnötningen utefter en med borrkronans längdaxel
i Æ. w
\J
Fig. 0 o. 10. Bågformig härdning. Fig. 11 o. 12. Rak härdning.
parallell linje, och någon motkona uppstår ej. (Se
fig. 12.)
Det framgår sålunda av vad som ovan påvisats, att
man önskar en synnerligen kort härdning av
skär-vingarnas sidor, och att resten av sidorna skall vara
relativt mjuk. Med de vanliga
upphettningsmetoderna kan denna korta härdning ej uppnås utan att
borrkronans centrum blir alldeles "blött". Enda
framkomliga vägen synes därför vara en sådan
upphettningsmetod, som uppvärmer borrkronan ej utefter en
båglinje, utan efter en rät linje. För att nå detta re-
90
14 nov. 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}