
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri i t
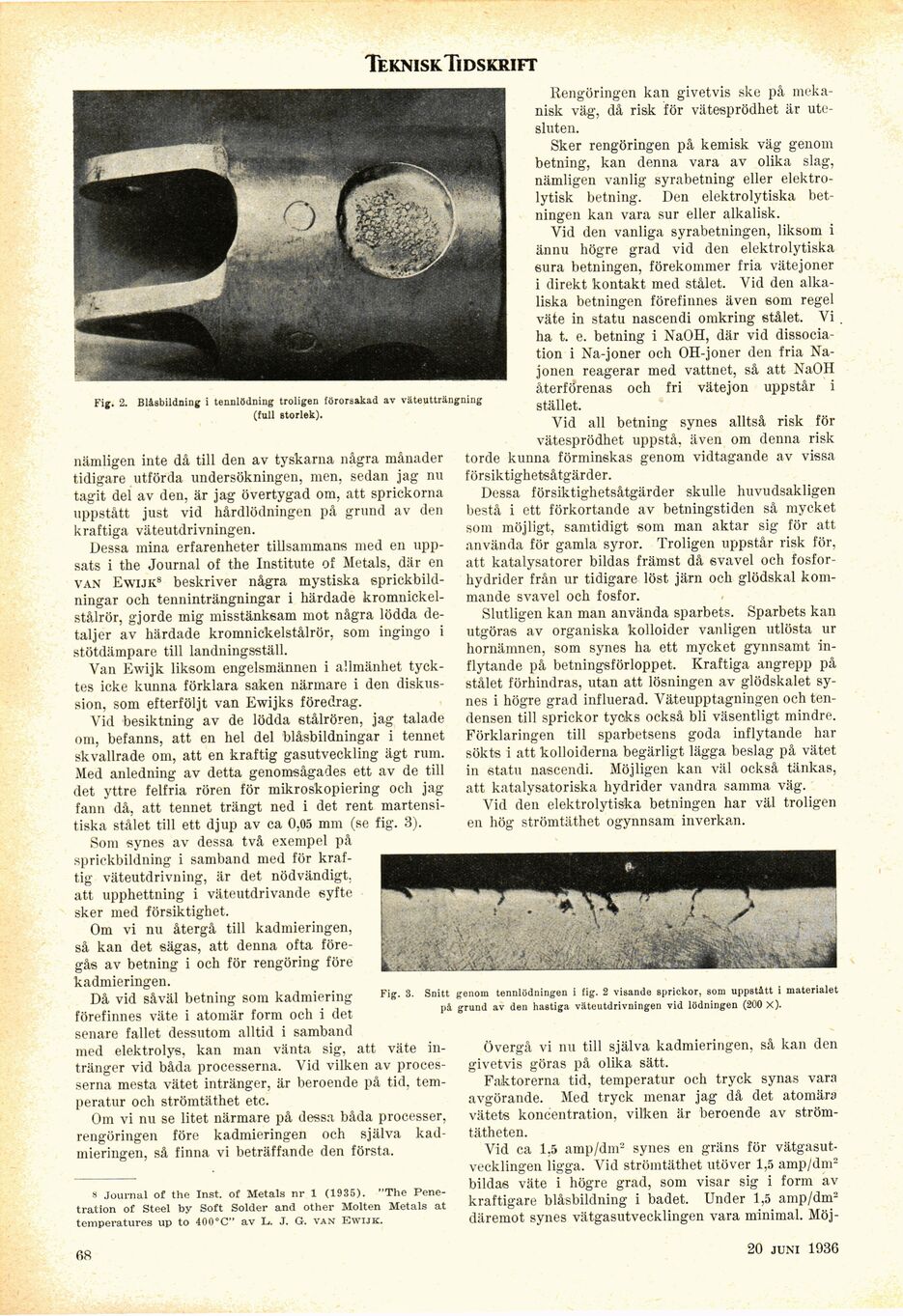
Fig. 2. Blåsbildning i tennlödning troligen förorsakad av väteutträngning
(full storlek).
nämligen inte då till den av tyskarna några månader
tidigare utförda undersökningen, men, sedan jag nu
tagit del av den, är jag övertygad om, att sprickorna
uppstått just vid hårdlödningen på grund av den
kraftiga väteutdrivningen.
Dessa mina erfarenheter tillsammans med en
uppsats i the Journal of the Institute of Metals, där en
van Ewijk8 beskriver några mystiska
sprickbildningar och tenninträngningar i härdade
kromnickel-stålrör, gjorde mig misstänksam mot några lödda
detaljer av härdade kromnickelstålrör, som ingingo i
stötdämpare till landningsställ.
Van Ewijk liksom engelsmännen i allmänhet
tycktes icke kunna förklara saken närmare i den
diskussion, som efterföljt van Ewijks föredrag.
Vid besiktning av de lödda stålrören, jag talade
om, befanns, att en hel del blåsbildningar i tennet
skvallrade om, att en kraftig gasutveckling ägt rum.
Med anledning av detta genomsågades ett av de till
det yttre felfria rören för mikroskopiering och jag
fann då, att tennet trängt ned i det rent
martensi-tiska stålet till ett djup av ca 0,05 mm (se fig. 3).
Som synes av dessa två exempel på
sprickbildning i samband med för
kraftig väteutdrivning, är det nödvändigt,
att upphettning i väteutdrivande syfte
sker med försiktighet.
Om vi nu återgå till kadmieringen,
så kan det sägas, att denna ofta
föregås av betning i och för rengöring före
kadmieringen.
Då vid såväl betning sora kadmiering
förefinnes väte i atomär form och i det
senare fallet dessutom alltid i samband
med elektrolys, kan man vänta sig, att väte
intränger vid båda processerna. Vid vilken av
processerna mesta vätet intränger, är beroende på tid.
temperatur och strömtäthet etc.
Om vi nu se litet närmare på dessa båda processer,
rengöringen före kadmieringen och själva
kadmieringen, så finna vi beträffande den första.
Rengöringen kan givetvis ske på
mekanisk väg, då risk för vätesprödhet är
utesluten.
Sker rengöringen på kemisk väg genom
betning, kan denna vara av olika slag,
nämligen vanlig syrabetning eller
elektrolytisk betning. Den elektrolytiska
betningen kan vara sur eller alkalisk.
Vid den vanliga syrabetningen, liksom i
ännu högre grad vid den elektrolytiska
sura betningen, förekommer fria vätejoner
i direkt kontakt med stålet. Vid den
alkaliska betningen förefinnes även som regel
väte in statu nascendi omkring stålet. Vi
ha t. e. betning i NaOH, där vid
dissociation i Na-joner och OH-joner den fria
Na-jonen reagerar med vattnet, så att NaOH
återförenas och fri vätejon uppstår i
stället.
Vid ali betning synes alltså risk för
vätesprödhet uppstå, även om denna risk
torde kunna förminskas genom vidtagande av vissa
försiktighetsåtgärder.
Dessa försiktighetsåtgärder skulle huvudsakligen
bestå i ett förkortande av betningstiden så mycket
som möjligt, samtidigt som man aktar sig för att
använda för gamla syror. Troligen uppstår risk för,
att katalysatorer bildas främst då svavel och
fosfor-hydrider från ur tidigare löst järn och glödskal
kommande svavel och fosfor.
Slutligen kan man använda sparbets. Sparbets kan
utgöras av organiska kolloider vanligen utlösta ur
hornämnen, som synes ha ett mycket gynnsamt
inflytande på betningsförloppet. Kraftiga angrepp på
stålet förhindras, utan att lösningen av glödskalet
synes i högre grad influerad. Väteupptagningen och
tendensen till sprickor tycks också bli väsentligt mindre.
Förklaringen till sparbetsens goda inflytande har
sökts i att kolloiderna begärligt lägga beslag på vätet
in statu nascendi. Möjligen kan väl också tänkas,
att katalysatoriska hydrider vandra samma väg.
Vid den elektrolytiska betningen har väl troligen
en hög strömtäthet ogynnsam inverkan.
s Journal of the Inst. of Metals nr 1 (1935). "The
Penetration of Steel by Soft Solder and other Molten Metals at
temperatures up to 400°C" av L,. J. G. van Ewijk.
Fig. 3. Snitt genom tennlödningen i fig. 2 visande sprickor, som uppstått i materialet
på grund av den hastiga väteutdrivningen vid lödningen (200 X).
Övergå vi nu till själva kadmieringen, så kan den
givetvis göras på olika sätt.
Faktorerna tid, temperatur och tryck synas vara
avgörande. Med tryck menar jag då det atomära
vätets koncentration, vilken är beroende av
strömtätheten.
Vid ca 1,5 amp/dm2 synes en gräns för
vätgasutvecklingen ligga. Vid ströintäthet utöver 1,5 amp/dm2
bildas väte i högre grad, som visar sig i form av
kraftigare blåsbildning i badet. Under 1,5 amp/dm2
däremot synes vätgasutvecklingen vara minimal. Möj-
68
19 sept. 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}