
Full resolution (JPEG) - On this page / på denna sida - Häfte 18. 1 maj 1937 - Modern gassvetsning tillämpad vid framställning av cylindriska tryckkärl, av H. Spiegelberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
5
6
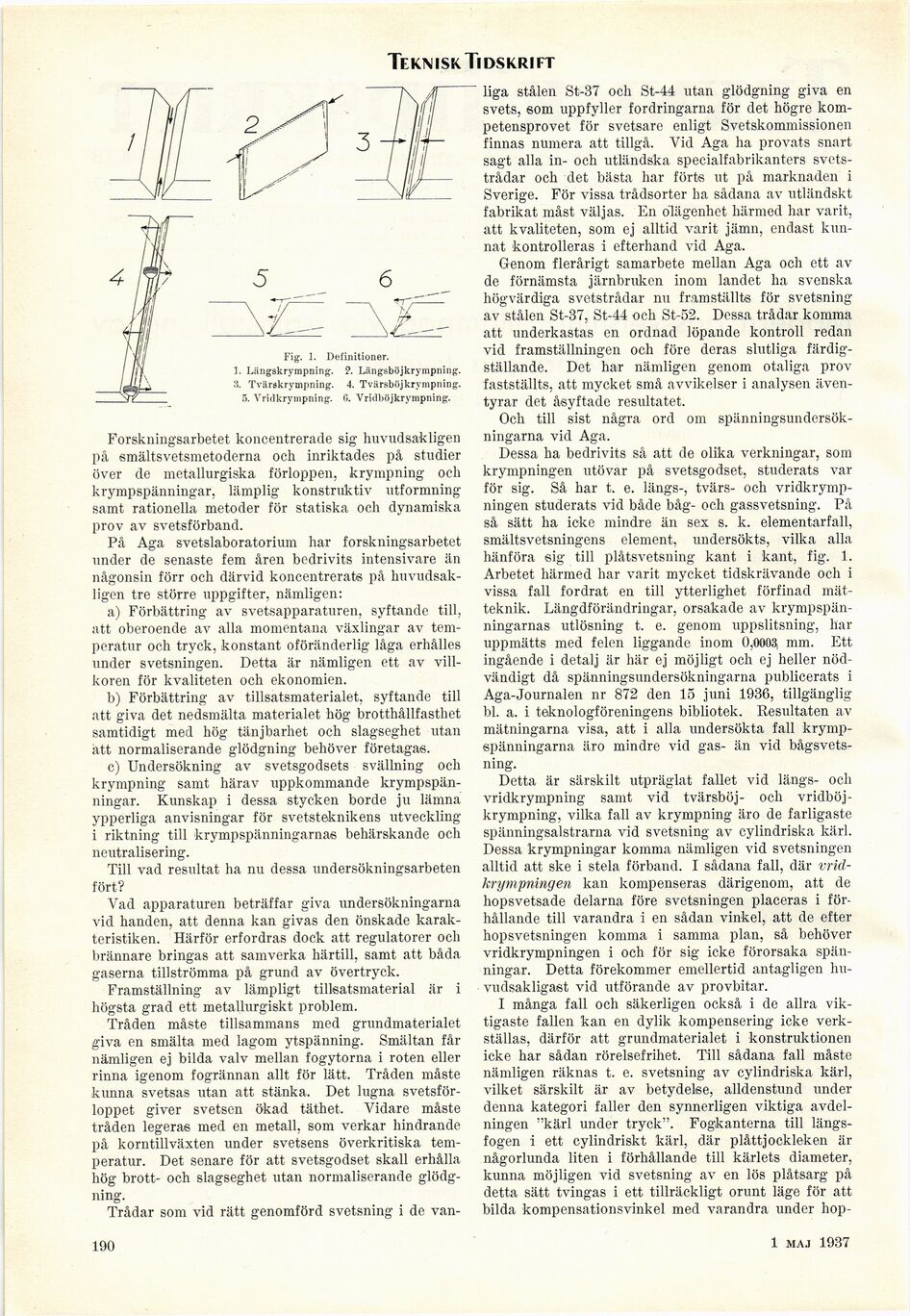
Fig. 1. Definitioner.
1. Liingskrympning. Längsböjkrympning.
3. Tvärskrympning. 4. Tvärsböjkrympning.
5. Vridkrympning. 0. Vridböjkrympning.
Forskningsarbetet koncentrerade sig huvudsakligen
på smältsvetsmetoderna och inriktades på studier
över de metallurgiska förloppen, krympning och
krympspänningar, lämplig konstruktiv utformning
samt rationella metoder för statiska och dynamiska
prov av svetsförband.
På Aga svetslaboratorium har forskningsarbetet
under de senaste fem åren bedrivits intensivare än
någonsin förr och därvid koncentrerats på
huvudsakligen tre större uppgifter, nämligen:
a) Förbättring av svetsapparaturen, syftande till,
att oberoende av alla momentana växlingar av
temperatur och tryck, konstant oföränderlig låga erhålles
under svetsningen. Detta är nämligen ett av
villkoren för kvaliteten och ekonomien.
b) Förbättring av tillsatsmaterialet, syftande till
att giva det nedsmälta materialet hög brotthållfasthet
samtidigt med hög tänjbarhet och slagseghet utan
att normaliserande glödgning behöver företagas.
c) Undersökning av svetsgodsets svallning och
krympning samt härav uppkommande
krympspänningar. Kunskap i dessa stycken borde ju lämna
ypperliga anvisningar för svetsteknikens utveckling
i riktning till krympspänningarnas behärskande och
neutralisering.
Till vad resultat ha nu dessa undersökningsarbeten
fört?
Vad apparaturen beträffar giva undersökningarna
vid handen, att denna kan givas den önskade
karakteristiken. Härför erfordras dock att regulatorer och
brännare bringas att samverka härtill, samt att båda
gaserna tillströmma på grund av övertryck.
Framställning av lämpligt tillsatsmaterial är i
högsta grad ett metallurgiskt problem.
Tråden måste tillsammans med grundmaterialet
giva en smälta med lagom ytspänning. Smältan får
nämligen ej bilda valv mellan fogytorna i roten eller
rinna igenom fogrännan allt för lätt. Tråden måste
kunna svetsas utan att stänka. Det lugna
svetsför-loppet giver svetsen ökad täthet. Vidare måste
tråden legeras med en metall, som verkar hindrande
på korntillväxten under svetsens överkritiska
temperatur. Det senare för att svetsgodset skall erhålla
hög brott- och slagseghet utan normaliserande
glödgning.
Trådar som vid rätt genomförd svetsning i de van-
liga stålen St-37 och St-44 utan glödgning giva en
svets, som uppfyller fordringarna för det högre
kompetensprovet för svetsare enligt Svetskommissionen
finnas numera att tillgå. Vid Aga ha provats snart
sagt alla in- och utländska specialfabrikanters
svets-trådar och det bästa har förts ut på marknaden i
Sverige. För vissa trådsorter lia sådana av utländskt
fabrikat måst väljas. En olägenhet härmed har varit,
att kvaliteten, som ej alltid varit jämn, endast
kunnat kontrolleras i efterhand vid Aga.
Genom flerårigt samarbete mellan Aga och ett av
de förnämsta järnbruken inom landet lia svenska
högvärdiga svetstrådar nu framställts för svetsning
av stålen St-37, St-44 och St-52. Dessa trådar komma
att underkastas en ordnad löpande kontroll redan
vid framställningen och före deras slutliga
färdigställande. Det har nämligen genom otaliga prov
fastställts, att mycket små avvikelser i analysen
äventyrar det åsyftade resultatet.
Och till sist några ord om
spänningsundersökningarna vid Aga.
Dessa ha bedrivits så att de olika verkningar, som
krympningen utövar på svetsgodset, studerats var
för sig. Så har t. e. längs-, tvärs- och
vridkrympningen studerats vid både båg- och gassvetsning. På
så sätt ha icke mindre än sex s. k. elementarfall,
smältsvetsningens element, undersökts, vilka alla
hänföra sig till plåtsvetsning kant i kant, fig. 1.
Arbetet härmed har varit mycket tidskrävande och i
vissa fall fordrat en till ytterlighet förfinad
mätteknik. Längdförändringar, orsakade av
krympspänningarnas utlösning t. e. genom uppslitsning, har
uppmätts med felen liggande inom 0,0003, mm. Ett
ingående i detalj är här ej möjligt och ej heller
nödvändigt då spänningsundersökningarna publicerats i
Aga-Journalen nr 872 den 15 juni 1936, tillgänglig
bl. a. i teknologföreningens bibliotek. Resultaten av
mätningarna visa, att i alla undersökta fall
krymp-spänningarna äro mindre vid gas- än vid
bågsvets-ning.
Detta är särskilt utpräglat fallet vid längs- och
vridkrympning samt vid tvärsböj- och
vridböjkrympning, vilka fall av krympning äro de farligaste
spänningsalstrarna vid svetsning av cylindriska kärl.
Dessa krympningar komma nämligen vid svetsningen
alltid att ske i stela förband. I sådana fall, där
vrid-krympningen kan kompenseras därigenom, att de
hopsvetsade delarna före svetsningen placeras i
förhållande till varandra i en sådan vinkel, att de efter
hopsvetsningen komma i samma plan, så behöver
vridkrympningen i och för sig icke förorsaka
spänningar. Detta förekommer emellertid antagligen
huvudsakligast vid utförande av provbitar.
I många fall och säkerligen också i de allra
viktigaste fallen kan en dylik kompensering icke
verkställas, därför att grundmaterialet i konstruktionen
icke har sådan rörelsefrihet. Till sådana fall måste
nämligen räknas t. e. svetsning av cylindriska kärl,
vilket särskilt är av betydelse, alldenstund under
denna kategori faller den synnerligen viktiga
avdelningen "kärl under tryck". Fogkanterna till
längs-fogen i ett cylindriskt kärl, där plåttjockleken är
någorlunda liten i förhållande till kärlets diameter,
kunna möjligen vid svetsning av en lös plåtsarg på
detta sätt tvingas i ett tillräckligt orunt läge för att
bilda kompensationsvinkel med varandra under hop-
190
29 maj 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}