
Full resolution (JPEG) - On this page / på denna sida - Häfte 31. 31 juli 1937 - Arbetsstudier och deras tillämpning inom pappersmasseindustrien, av Tarras Sällfors

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
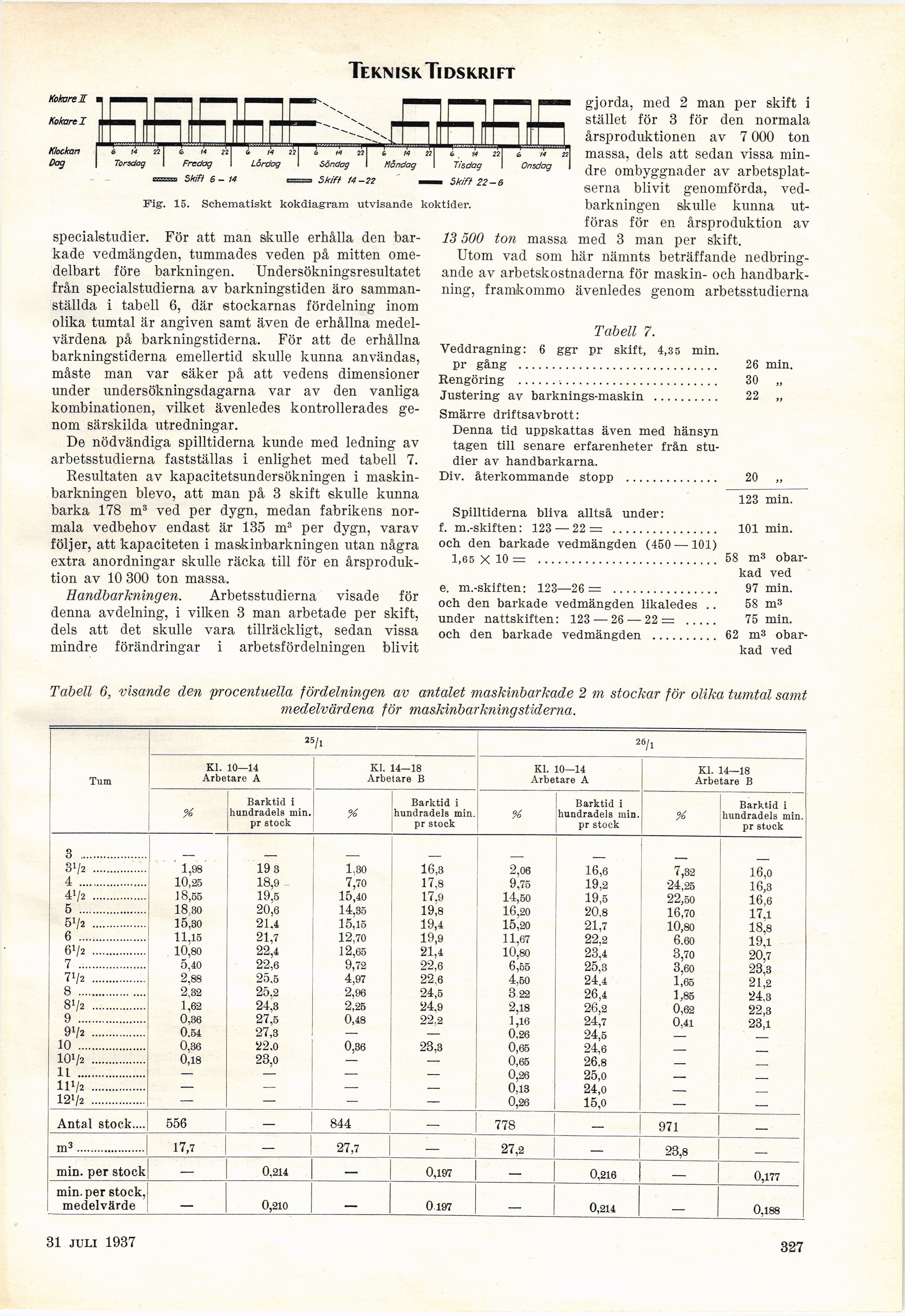
Fig-, 15. Schematiskt kokdiagram utvisande koktider.
specialstudier. För att man skulle erhålla den
barkade vedmängden, tummades veden på mitten
omedelbart före barkningen. Undersökningsresultatet
från specialstudierna av barkningstiden äro
sammanställda i tabell 6, där stockarnas fördelning inom
olika tumtal är angiven samt även de erhållna
medelvärdena på barkningstiderna. För att de erhållna
barkningstiderna emellertid skulle kunna användas,
måste man var säker på att vedens dimensioner
under undersökningsdagarna var av den vanliga
kombinationen, vilket ävenledes kontrollerades
genom särskilda utredningar.
De nödvändiga spilltiderna kunde med ledning av
arbetsstudierna fastställas i enlighet med tabell 7.
Resultaten av kapacitetsundersökningen i
maskin-barkningen blevo, att man på 3 skift skulle kunna
barka 178 m3 ved per dygn, medan fabrikens
normala vedbehov endast är 135 m3 per dygn, varav
följer, att kapaciteten i maskinbarkningen utan några
extra anordningar skulle räcka till för en
årsproduktion av 10 300 ton massa.
Handbarkningen. Arbetsstudierna visade för
denna avdelning, i vilken 3 man arbetade per skift,
dels att det skulle vara tillräckligt, sedan vissa
mindre förändringar i arbetsfördelningen blivit
gjorda, med 2 man per skift i
stället för 3 för den normala
årsproduktionen av 7 000 ton
massa, dels att sedan vissa
mindre ombyggnader av
arbetsplatserna blivit genomförda,
ved-barkningen skulle kunna
utföras för en årsproduktion av
13 500 ton massa med 3 man per skift.
Utom vad som här nämnts beträffande
nedbringande av arbetskostnaderna för maskin- och
handbark-ning, framkommo ävenledes genom arbetsstudierna
Tabell 7.
Yeddragning: 6 ggr pr skift, 4,35 min.
pr gång .............................. 26 min.
Rengöring ............................... 30 „
Justering av barknings-maskin .......... 22 „
Smärre driftsavbrott:
Denna tid uppskattas även med hänsyn
tagen till senare erfarenheter från
studier av handbarkarna.
Div. återkommande stopp .............. 20 „
123 min.
Spilltiderna bliva alltså under:
f. m.-skiften: 123 — 22 = ................ 101 min.
och den barkade vedmängden (450 —101)
1,65 X 10 = ........................... 58 m3
obarkad ved
e. m.-skiften: 123—26 = ................ 97 min.
och den barkade vedmängden likaledes .. 58 m3
under nattskiften: 123 — 26 — 22 = ..... 75 min.
och den barkade vedmängden .......... 62 m3
obarkad ved
Tabell 6, visande den procentuella fördelningen av antalet maskinbarkade 2 m stockar för olika tumtal samt
medelvärdena för maskinbarkningstiderna.
Tum 25 /I 26/j
Kl. 10—14 Arbetare A Kl. 14-18 Arbetare B Kl. 10—14 Arbetare A Kl. 14—18 Arbetare B
% Barktid i hundradels min. pr stock % Barktid i hundradels min. pr stock % Barktid i hundradels min. pr stock % Barktid i hundradels min. pr stock
3 .................... 3’/2 ................ 1,98 19 3 1.30 16,3 2,06 16,6 7,32 16,0
4 .................... 10,25 18,9 7,70 17.8 9,75 19,2 24,25 16,3
4l/2 ................ 18,55 19,5 15,40 17,9 14,50 19,5 22,50 16,6
5 .................... 18.30 20,6 14,35 19,8 16,20 20,8 16,70 17,1
ö’/2 ................ 15,30 21.4 15,15 19,4 15,20 21,7 10,80 18,8
6 .................... 11.15 21,7 12,70 19,9 11,67 22.2 6,60 19,1
6V2 ................ 10,80 22,4 12,65 21,4 10,80 23,4 3,70 20,7
7 .................... 5.40 22,6 9,72 22,6 6,55 25,3 3,60 23,3
71/2 ................ 2,88 25,5 4,97 22.6 4,50 24.4 1,65 21,2
8 ................... 2,32 25.2 2,96 24,5 322 26,4 1,85 24,3
8’/2 ................ 1,62 24,3 2,25 24.9 2,18 26,2 0,62 22,3
9 .................... 0,36 27,5 0,48 22.2 1,16 24,7 0.41 23,1
i>l/2 ................ 0.54 27,3 — — 0,26 24,5 — _
10 .................... 0.36 22,0 0,36 23,3 0,65 24,6 _ _
IOV2 ................ 0,18 23,0 — — 0,65 26.8 _ _
11 .................... — — — 0,26 25,0 _ _
UV2 ................ — — — — 0,13 24,0 — _.
12’/2 ................ — — — — 0,26 15,0 — —
Antal stock.... 556 — 844 — 778 — 971 —
m3.................... 17,7 — 27,7 — 27,2 — 23,8 _
min. per stock — 0,214 — 0,197 — 0,216 — 0,177
min. per stock, medelvärde — 0,210 — 0.197 — 0,214 _ 0,188
31 juli 1937
327
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}