
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektroteknik
pressmassor — de billiga sprutformarna och det
hastiga arbetstempot — ge emellertid anledning att
förvänta en mycket stark expansion inom denna
fabrikationsgren.
När vi alltså ha en sådan mängd olika press- och
sprutmaterial till vårt förfogande, är det av särskilt
stor vikt att fastställa deras egenskaper såväl i
pulverform som sedan presstycket färdigställts. Den
förstnämnda frågan intresserar särskilt
pressverkstaden, eftersom pressmassans egenskaper ha stor
betydelse för utveckling av den lämpligaste
press-och spruttekniken. För fenoplaster och aminoplaster,
dvs. bakelit, pollopas, beetle osv. är det särskilt
viktigt att studera härdningsförloppet. Dessa
pressmassor undergå, som nämnt, då de utsättas för värme en
kemisk omvandling, som vi i dagligt tal kalla för
härdning. Bakelithartsen, som i pressmassan mest
förekommer i B-stadiet, övergår därvid till det
osmältbara C-stadiet. Tidigare då kresolformaldehyd
användes försiggick denna process ganska långsamt,
men de nya fenolformaldehydmassorna härdas
mycket snabbt, till och med på 1 à 2 min. per millimeter
godstjocklek. Härdningstiden är också mycket
beroende av hartsens härdningshastighet och av hur
långt omvandlingen drivits av
pressmasseleverantö-ren vid varmvalsningen. Yi tala om lättflutet och
om trögt pulver. För bestämning av flytbarheten
tillämpas ett flertal metoder. Därvid användes i
allmänhet ett särskilt standardverktyg. Yid
exempelvis bägareprovet pressas en bägare av bestämda
dimensioner, och den tid. i sekunder, som förflyter
från det pressverktyget körts ihop och pressmassan
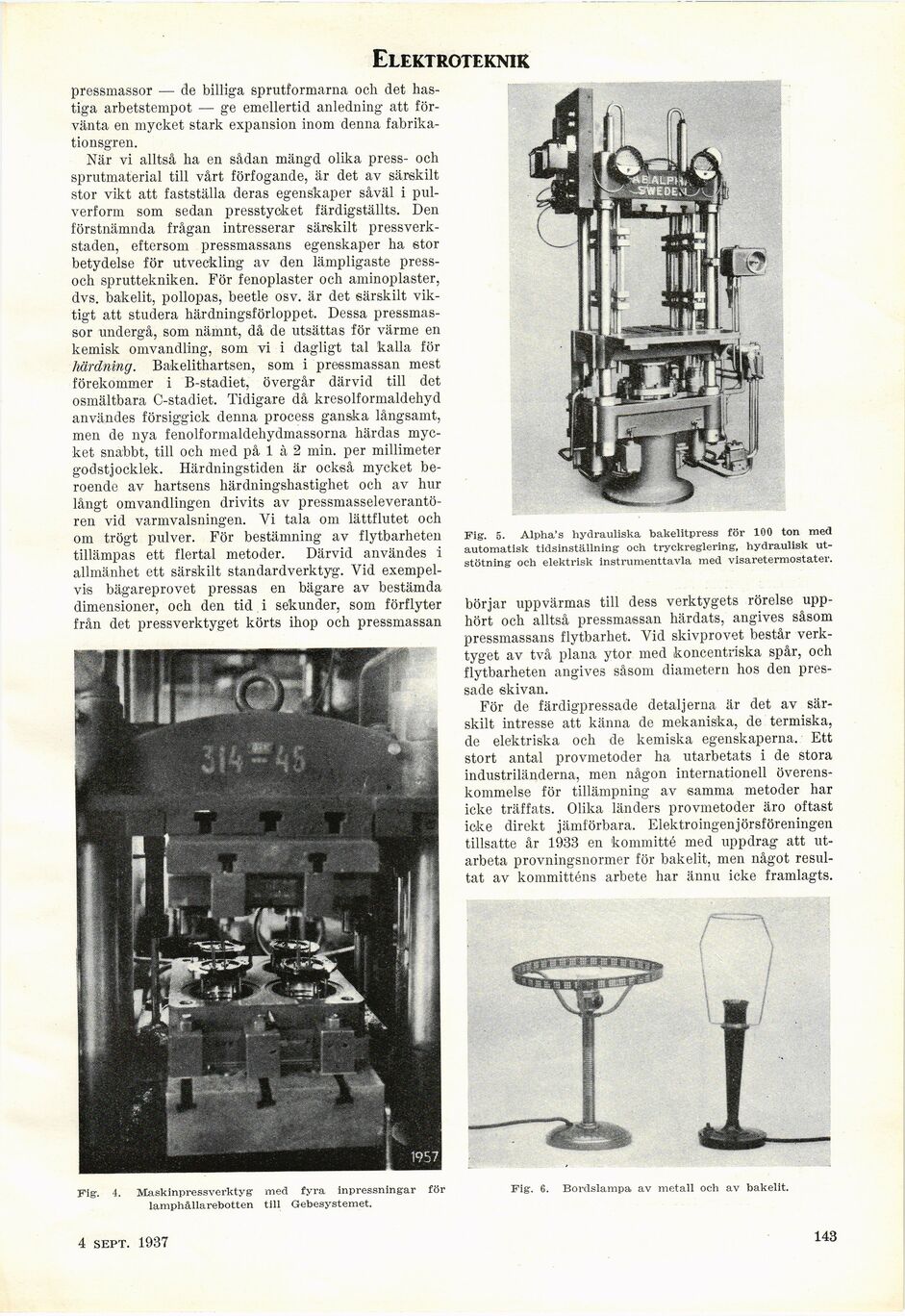
Fig. 5. Alpha’s hydrauliska bakelitpress tör 100 ton med
automatisk tidsinställning och tryckreglering, hydraulisk
ut-stötning och elektrisk instrumenttavla med visaretermostater.
börjar uppvärmas till dess verktygets rörelse
upphört och alltså pressmassan härdats, angives såsom
pressmassans flytbarhet. Yid skivprovet består
verktyget av två plana ytor med koncentriska spår, och
flytbarheten angives såsom diametern hos den
pressade skivan.
För de färdigpressade detaljerna är det av
särskilt intresse att känna de mekaniska, de termiska,
de elektriska och de kemiska egenskaperna. Ett
stort antal provmetoder ha utarbetats i de stora
industriländerna, men någon internationell
överenskommelse för tillämpning av samma metoder har
icke träffats. Olika länders provmetoder äro oftast
icke direkt jämförbara. Elektroingenjörsföreningen
tillsatte år 1933 en kommitté med uppdrag att
utarbeta provningsnormer för bakelit, men något
resultat av kommitténs arbete har ännu icke framlagts.
Fig. 4. Maskinpressverktyg med fyra inpressningar för
lamphållarebotten till Gebesystemet.
Fig. 6. Bordslampa av metall och av bakelit.
143
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}