
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
stubbad. Med stubbade tänder eller kuggar menas
som bekant kuggar med kuggtopp mindre än
modulen.
De hittills förda resonemangen gälla för raka
kuggar.
För skruvformade kuggar kommer ännu en faktor
till synes. Nämligen kuggvinkeln (p. För rak kugg
är alltså <p — 0. <p är med andra ord komplement
till skruvens stigningsvinkel i delningscirkeln.
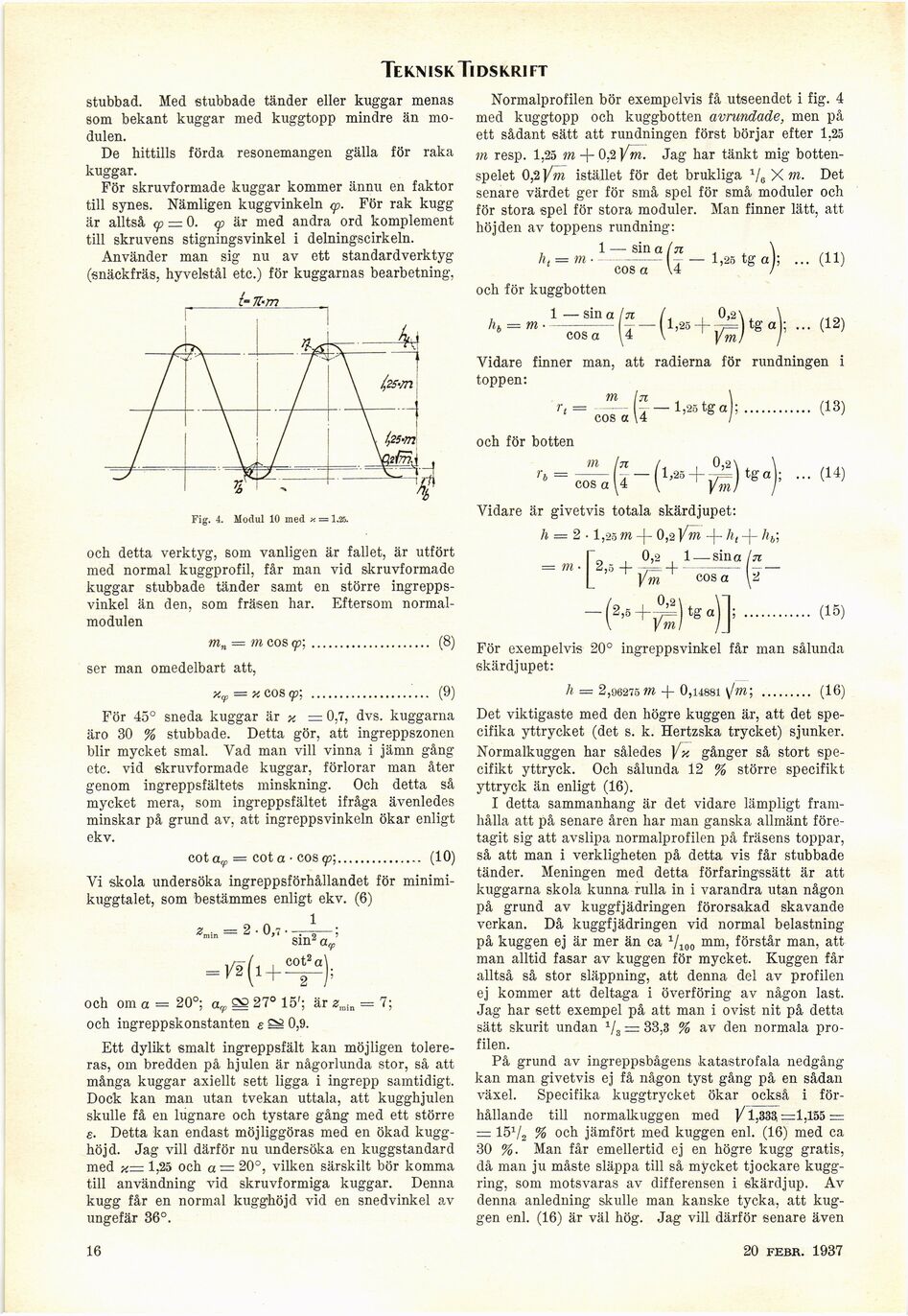
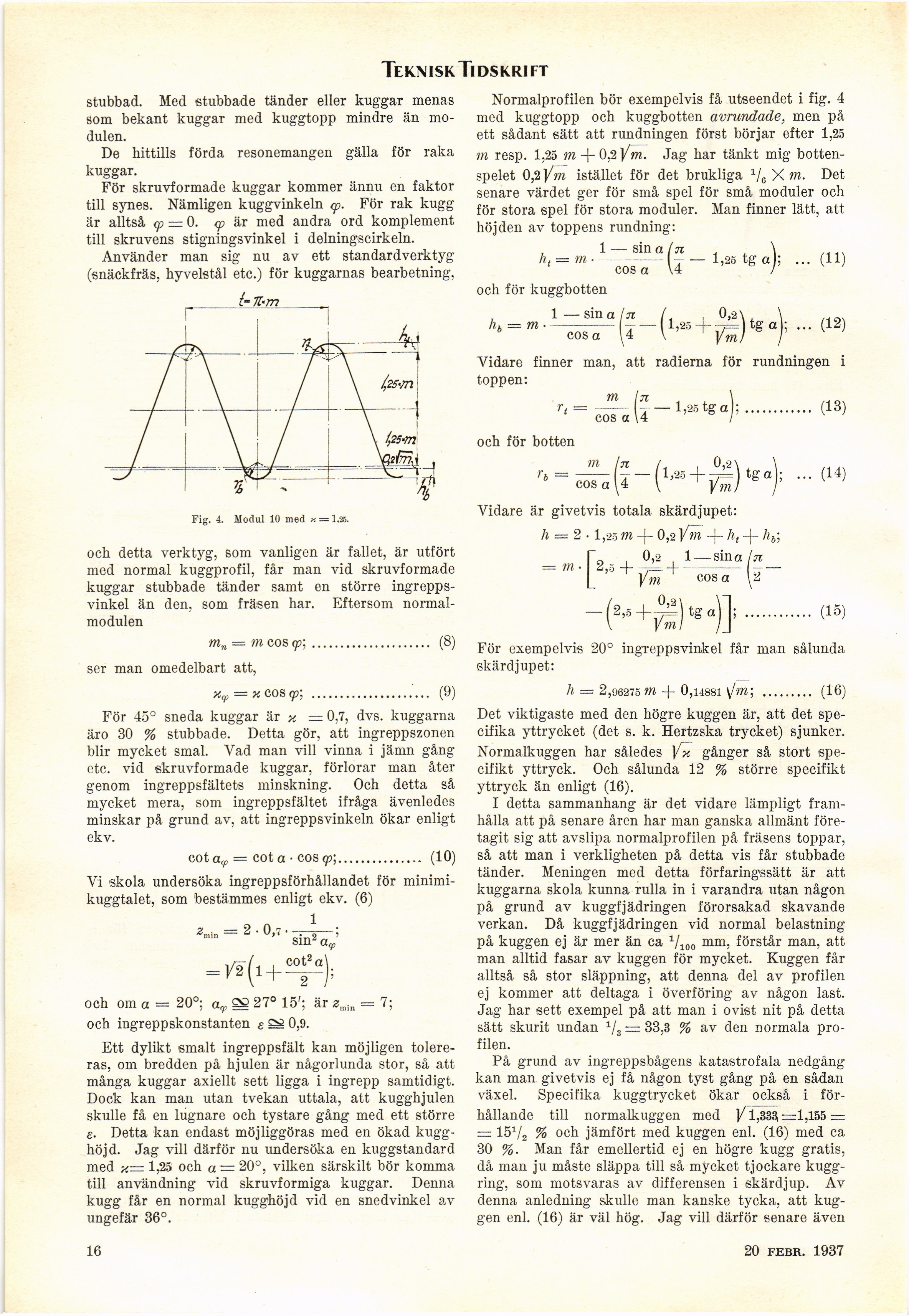
Använder man sig nu av ett standardverktyg
(snäckfräs, hyvelstål etc.) för kuggarnas bearbetning,
i-TI-m
COt2d
och om a = 20°; av 27° 15’; är zmin = 7;
och ingreppskonstanten e 02 0,9.
Ett dylikt smalt ingreppsfält kan möjligen
tolereras, om bredden på hjulen är någorlunda stor, så att
många kuggar axiellt sett ligga i ingrepp samtidigt.
Dock kan man utan tvekan uttala, att kugghjulen
skulle få en lugnare och tystare gång med ett större
s. Detta kan endast möjliggöras med en ökad
kugg-höjd. Jag vill därför nu undersöka en kuggstandard
med x= 1,25 och a = 20°, vilken särskilt bör komma
till användning vid skruvformiga kuggar. Denna
kugg får en normal kugghöjd vid en snedvinkel av
ungefär 36°.
Normalprofilen bör exempelvis få utseendet i fig. 4
med kuggtopp och kuggbotten avrundade, men på
ett sådant sätt att rundningen först börjar efter 1,25
m resp. 1,25 m + 0,2 Jag har tänkt mig
bottenspelet 0,2 ]/m istället för det brukliga 1/6 X m. Det
senare värdet ger för små spel för små moduler och
för stora spel för stora moduler. Man finner lätt, att
höjden av toppens rundning:
1 — sin a / ti
h, = m––––––––- - — 1,25 tg
’ eos (1
(f- 1,25 tg a); ... (11)
och för kuggbotten
1 — sin a I n
eos a 4
hh — m■
...
Vidare finner man, att radierna för rundningen i
toppen:
m In
’t
r, = –––-|T — 1,25 tg a ;
eos a\4 ’
(13)
och för botten
rh =
m ti
eos a \ 4
Fig. 4. Modul 10 med x = l,æ.
och detta verktyg, som vanligen är fallet, är utfört
med normal kuggprofil, får man vid skruvformade
kuggar stubbade tänder samt en större
ingreppsvinkel än den, som frasen har. Eftersom
normalmodulen
mn = m eos (p;..................... (8)
1’25 + Ä)tga);
Vidare är givetvis totala skärdjupet:
h = 2 ■ 1,25 m -j- 0,2 Vrn -)- ht -)- hb;
-sina [n
■ ■ (14)
= m ■
0,2
1-2,5 + ^L + -
y m eos a \ 2
2,5
0,2
Ym
)tg a|j;
(15)
ser man omedelbart att,
xv = xcos(p; ..................... (9)
För 45° sneda kuggar är ^ = 0,7, dvs. kuggarna
äro 30 % stubbade. Detta gör, att ingreppszonen
blir mycket smal. Vad man vill vinna i jämn gång
etc. vid skruvformade kuggar, förlorar man åter
genom ingreppsfältets minskning. Och detta så
mycket mera, som ingreppsfältet ifråga ävenledes
minskar på grimd av, att ingreppsvinkeln ökar enligt
ekv.
cot dy = cot a ■ eos <p\............... (10)
Vi skola undersöka ingreppsförhållandet för
minimi-kuggtalet, som bestämmes enligt ekv. (6)
För exempelvis 20° ingreppsvinkel får man sålunda
skärdjupet:
h — 2,96275 m -f 0,14881 \lm;
(16)
Det viktigaste med den högre kuggen är, att det
specifika yttrycket (det s. k. Hertzska trycket) sjunker.
Normalkuggen har således \y. gånger så stort
specifikt yttryck. Och sålunda 12 % större specifikt
yttryck än enligt (16).
I detta sammanhang är det vidare lämpligt
framhålla att på senare åren har man ganska allmänt
företagit sig att avslipa normalprofilen på frasens toppar,
så att man i verkligheten på detta vis får stubbade
tänder. Meningen med detta förfaringssätt är att
kuggarna skola kunna rulla in i varandra utan någon
på grund av kuggfjädringen förorsakad skavande
verkan. Då kuggfjädringen vid normal belastning
på kuggen ej är mer än ca 1/100 mm, förstår man, att
man alltid fasar av kuggen för mycket. Kuggen får
alltså så stor släppning, att denna del av profilen
ej kommer att deltaga i överföring av någon last.
Jag har sett exempel på att man i ovist nit på detta
sätt skurit undan 1/s = 33,S % av den normala
profilen.
På grund av ingreppsbågens katastrofala nedgång
kan man givetvis ej få någon tyst gång på en sådan
växel. Specifika kuggtrycket ökar också i
förhållande till normalkuggen med ]/1,333, =1,155 =
= 15V2 % och jämfört med kuggen enl. (16) med ca
30 %. Man får emellertid ej en högre kugg gratis,
då man ju måste släppa till så mycket tjockare
kugg-ring, som motsvaras av differensen i skärdjup. Av
denna anledning skulle man kanske tycka, att
kuggen enl. (16) är väl hög. Jag vill därför senare även
16
20 febr. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}