
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
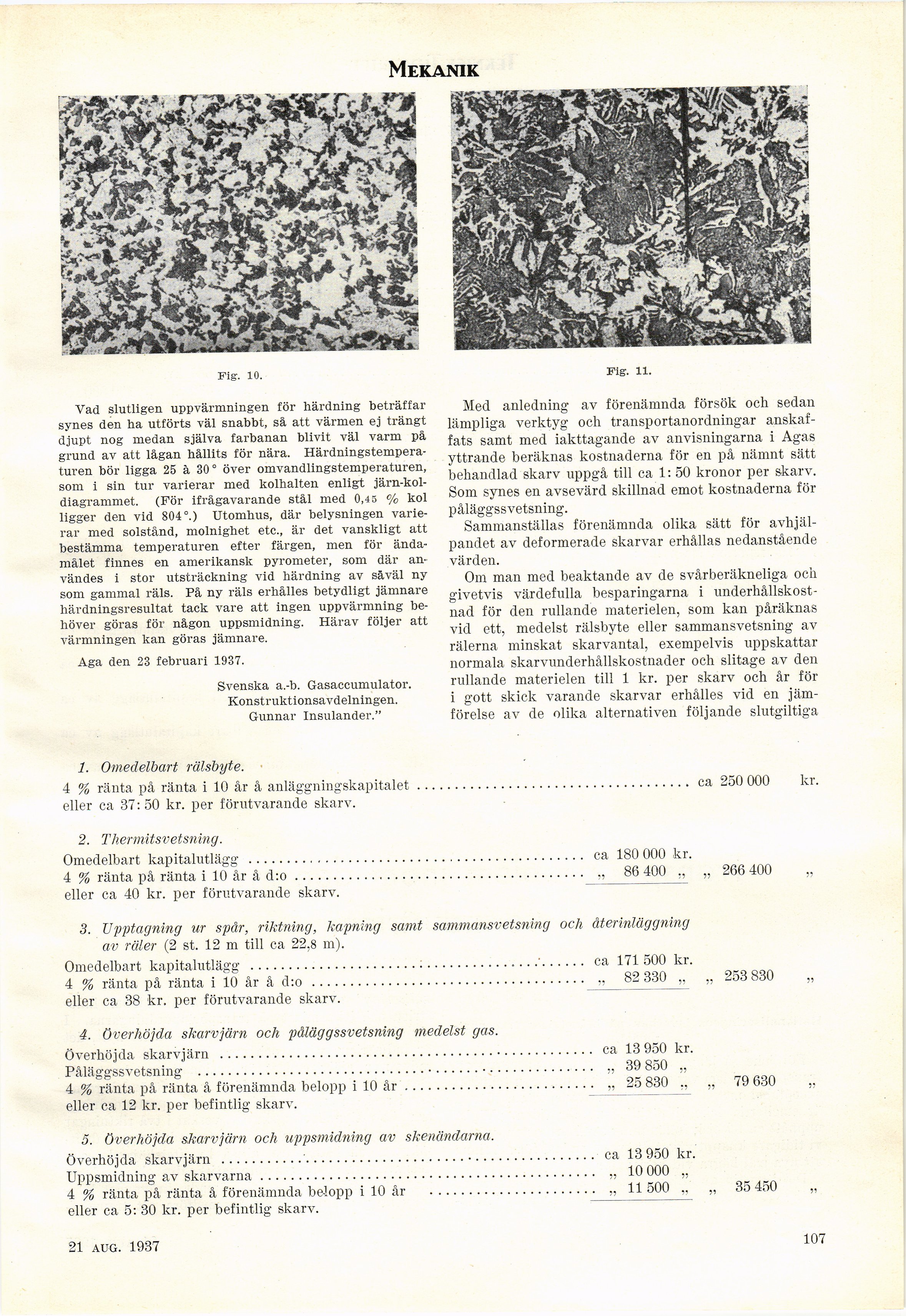
Fig. 10.
Vad slutligen uppvärmningen för härdning beträffar
synes den ha utförts väl snabbt, så att värmen ej trängt
djupt nog medan själva farbanan blivit väl varm på
grund av att lågan hållits för nära.
Härdningstempera-turen bör ligga 25 à 30 ° över omvandlingstemperaturen,
som i sin tur varierar med kolhalten enligt
järn-koldiagrammet. (För ifrågavarande stål med 0,45 % kol
ligger den vid 804°.) Utomhus, där belysningen
varierar med solstånd, molnighet etc., är det vanskligt att
bestämma temperaturen efter färgen, men för
ändamålet finnes en amerikansk pyrometer, som där
användes i stor utsträckning vid härdning av såväl ny
som gammal räls. På ny räls erhålles betydligt jämnare
härdningsresultat tack vare att ingen uppvärmning
behöver göras för någon uppsmidning. Härav följer att
värmningen kan göras jämnare.
Aga den 23 februari 1937.
Svenska a.-b. Gasaccumulator.
Konstruktionsavdelningen.
Gunnar Insulander."
Fig. 11.
Med anledning av förenämnda försök och sedan
lämpliga verktyg och transportanordningar
anskaffats samt med iakttagande av anvisningarna i Agas
yttrande beräknas kostnaderna för en på nämnt sätt
behandlad skarv uppgå till ca 1: 50 kronor per skarv.
Som synes en avsevärd skillnad emot kostnaderna för
påläggssvetsning.
Sammanställas förenämnda olika sätt för
avhjälpandet av deformerade skarvar erhållas nedanstående
värden.
Om man med beaktande av de svårberäkneliga och
givetvis värdefulla besparingarna i
underhållskostnad för den rullande materielen, som kan påräknas
vid ett, medelst rälsbyte eller sammansvetsning av
rälerna minskat skarvantal, exempelvis uppskattar
normala skarvunderhållskostnader och slitage av den
rullande materielen till 1 kr. per skarv och år för
i gott skick varande skarvar erhålles vid en
jämförelse av de olika alternativen följande slutgiltiga
1. Omedelbart rälsbyte.
4 % ränta på ränta i 10 år å anläggningskapitalet.................................... ca 250 000 kr.
eller ca 37: 50 kr. per förutvarande skarv.
2. T liermitsv etsning.
Omedelbart kapitalutlägg ............................................ ca 180 000 kr.
4 % ränta på ränta i 10 år å d:o...................................... „ 86 400 ,, „ 266 400 „
eller ca 40 kr. per förutvarande skarv.
3. Upptagning ur spår, riktning, kapning samt sammansvetsning och återinläggning
av räler (2 st. 12 m till ca 22,8 m).
Omedelbart kapitalutlägg ......................:...............’...... ca 171 500 kr.
4 % ränta på ränta i 10 år å d:o .................................... „ 82 330 „ „ 253 830 „
eller ca 38 kr. per förutvarande skarv.
4. överhöjda skarvjärn och påläggssvetsning medelst gas.
Överhöjda skarvjärn ..................................................................................................ca 13 950 kr.
Påläggssvetsning ........................................................................................................„ 39 850 „
4 % ränta på ränta å förenämnda belopp i 10 år..................................................„ 25 830 ,, „ 79 630 „
eller ca 12 kr. per befintlig skarv.
5. överhöjda skarvjärn och uppsmidning av skenändarna.
Överhöjda skarvjärn ................................................. ca 13 950 kr.
Uppsmidning av skarvarna............................................ „ 10 000 „
4 % ränta på ränta å förenämnda belopp i 10 år ...................... „ 11 500 „ „ 35 450 „
eller ca 5: 30 kr. per befintlig skarv.
21 aug. 1937 107
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}