
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Fördelen med lokomotor- i stället för lokdrift för
lättare växlingstjänst består ej blott i väsentligt
lägre anskaffnings-, amorterings-, drift- och
underhållskostnad, utan även i stor besparing i
personalkostnad och i den ständiga driftberedskapen.
Bemanningen utgöres, som nämnts, av blott en man
(med lägre avlöning än en lokeldares). Att göra en
direkt, generellt giltig jämförelse mellan kostnaden
för växling med lok och med lokomotor torde vara
omöjligt, enär förhållanden och omkostnader äro
olika snart sagt på varje bangård. Särskilt bör
framhållas att loket visserligen har en långt högre
arbetsförmåga än lokomotorn, men att denna ofta
resulterar i förlängda vilopauser i växlingsarbetet,
under vilka varken lok eller personal kunna frigöras
för annat arbete.
Autogen härdning.
Av ingenjör CARL-ERIK PRYTZ.
(Forts. fr. sid. 136.)
7. Härdningsmaskiner.
För åstadkommande av ett homogent
härdnings-skikt av förutbestämd önskad hårdhet är det
nödvändigt att rörelsen mellan brännaren och materialet sker
mekaniskt och med hjälp av drivanordning. Följande
rörelseformer komma huvudsakligen till användning:
a) Vridrörelse av härdningsmaterialet vid
stillastående brännare.
b) Vridrörelse av härdningsmaterialet vid
brännar-rörelse rak och parallell med vridningsaxeln.
c) Vridrörelse av härdningsmaterialet vid
brännar-rörelse lodrät mot vridningsaxeln.
d) Rät linjerörelse av brännaren vid stillastående
härdningsmaterial.
e) Rät linjerörelse av härdningsmaterialet vid
stillastående brännare.
f) Rät linjerörelse av härdningsmaterialet vid
brän-narrörelse lodrät mot planet.
I)å huvudsaken vid förfarandet a) är riktig rota-
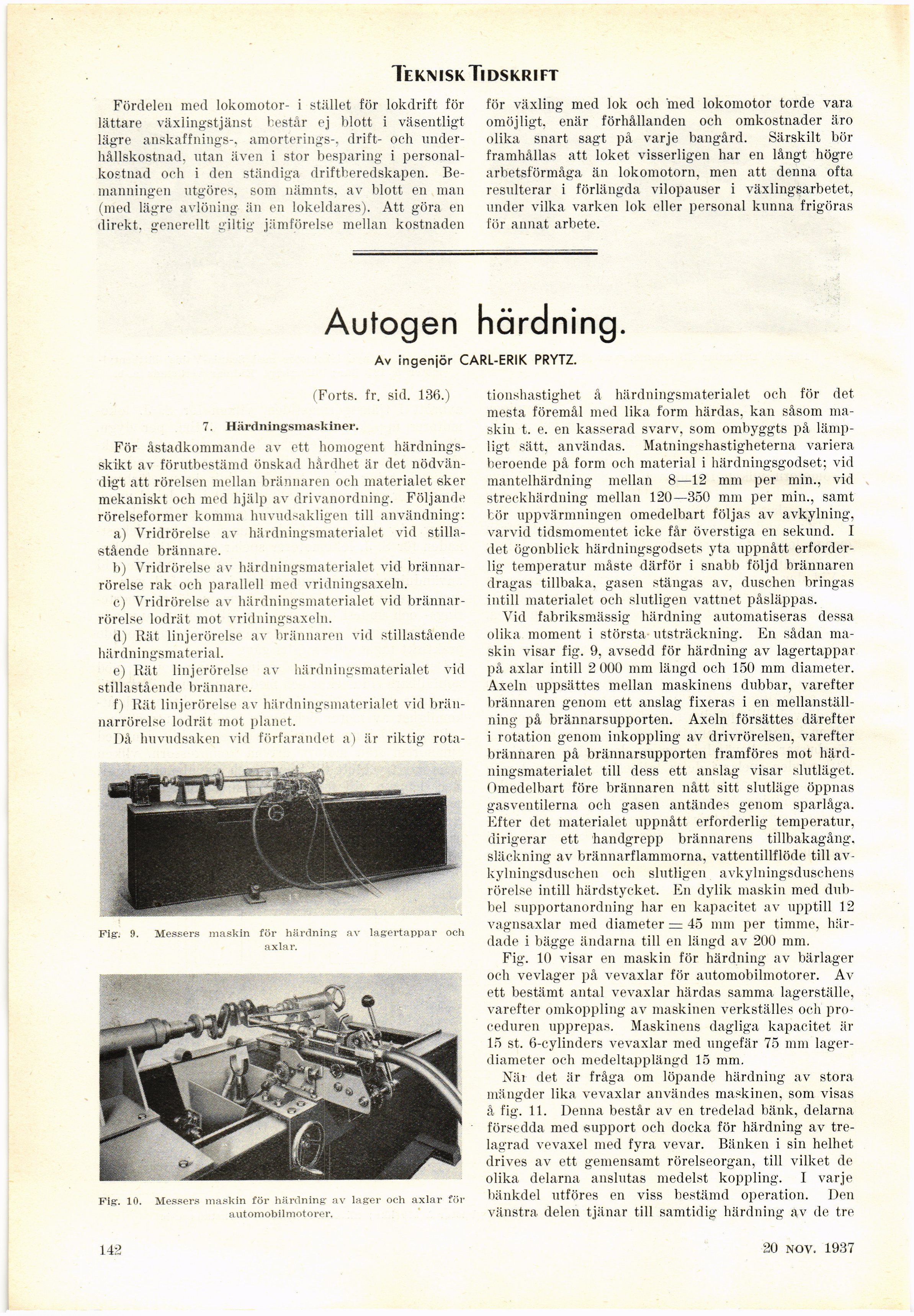
Fig. 9. Messers maskin för härdning av lagertappar och
axlar.
Fig. 10. Messers maskin för härdning av lager och axlar för
automobilmotorer.
tionshastighet å härdningsmaterialet och för det
mesta föremål med lika form härdas, kan såsom
maskin t. e. en kasserad svarv, som ombyggts på
lämpligt sätt, användas. Matningshastigheterna variera
beroende på form och material i härdningsgodset; vid
mantelhärdning mellan 8—12 mm per min., vid
streckhärdning mellan 120—350 mm per min., samt
bör uppvärmningen omedelbart följas av avkylning,
varvid tidsmomentet icke får överstiga en sekund. I
det ögonblick härdningsgodsets yta uppnått
erforderlig temperatur måste därför i snabb följd brännaren
dragas tillbaka, gasen stängas av, duschen bringas
intill materialet och slutligen vattnet påsläppas.
Vid fabriksmässig härdning automatiseras dessa
olika moment i största utsträckning. En sådan
maskin visar fig. 9, avsedd för härdning av lagertappar
på axlar intill 2 000 mm längd och 150 mm diameter.
Axeln uppsattes mellan maskinens dubbar, varefter
brännaren genom ett anslag fixeras i en
mellanställning på brännarsupporten. Axeln försättes därefter
i rotation genom inkoppling av drivrörelsen, varefter
brännaren på brännarsupporten framföres mot
härdningsmaterialet till dess ett anslag visar slutläget.
Omedelbart före brännaren nått sitt slutläge öppnas
gasventilerna och gasen antändes genom sparlåga.
Efter det materialet uppnått erforderlig temperatur,
dirigerar ett handgrepp brännarens tillbakagång,
släckning av brännarflammorna, vattentillflöde till
av-kylningsduschen och slutligen avkylningsduschens
rörelse intill härdstycket. En dylik maskin med
dubbel supportanordning har en kapacitet av upptill 12
vagnsaxlar med diameter = 45 mm per timme,
härdade i bägge ändarna till en längd av 200 mm.
Fig. 10 visar en maskin för härdning av bärlager
och vevlager på vevaxlar för automobilmotorer. Av
ett bestämt antal vevaxlar härdas samma lagerställe,
varefter omkoppling av maskinen verkställes och
proceduren upprepas. Maskinens dagliga kapacitet är
15 st. 6-cylinders vevaxlar med ungefär 75 mm
lagerdiameter och medeltapplängd 15 mm.
När det är fråga om löpande härdning av stora
mängder lika vevaxlar användes maskinen, som visas
å fig. 11. Denna består av en tredelad bänk, delarna
försedda med support och docka för härdning av
tre-lagrad vevaxel med fyra vevar. Bänken i sin helhet
drives av ett gemensamt rörelseorgan, till vilket de
olika delarna anslutas medelst koppling. I varje
bänkdel utföres en viss bestämd operation. Den
vänstra delen tjänar till samtidig härdning av de tre
142
18 sept. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}