
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
gir koncentrert og hurtig
op-varmning og er bekvem å
ar-beide med.
Allerede ved opvarmning
til 100—150° letter merkbart
formningen. Ved vanskeligere
formninger er det nödvendig
å opvarme stykket til 300—
400°, hvorved riktignok en
vesentlig del av den ved
varmeherdning opnådde
styr-keforökelse går tapt. Dog
gj en vinnes endel av styrken
ved formningsarbeidet, og ved
at stykket avkjöles så hurtig
ved beröring med de kolde
form- og verktöiflater, opnår man en viss
herd-ning. Yil man ha sikkerhet for å gjenvinne den fulle
styrke av varmeherdede materialer bör dog det
ferdig formede stykke herdes pånytt. Stykket bör
da være innspendt under opvarmningen, for å sikre
sig mot at stykket forandrer sin form. Metoden er
nokså omstendelig, og vi undgår som regel
efterherd-ning, idet man tar den nedsatte styrke i befraktning,
og dimensjonerer noget rikeligere hvis dette er
nödvendig. Som regel blir det kun spörsmål om sådanne
sterkere forandringer i formen ved de buede ender
av vognene, hvor påkjenningen vanlig er lavere.
Under varmebehandling av duraluminium må det
iaktas at man under opvarmning og avkjölning
be-veger sig hurtigst mulig gjennem temperaturområdet
180—230°, da faren for interkrystallinsk korrosjon
er tilstede, hvis materialet höides i nogen tid på
denne temperatur. Under varmeformning bör man
derför ligge enten under 150° eller over 250°.
Ved sterkere formforandringer er det fördelaktig å
benytte materialet i uherdet eller utglödet tilstand,
hvorved en större del av formningen kan föregå kold,
således at opvarmning kun blir nödvendig for de pro-
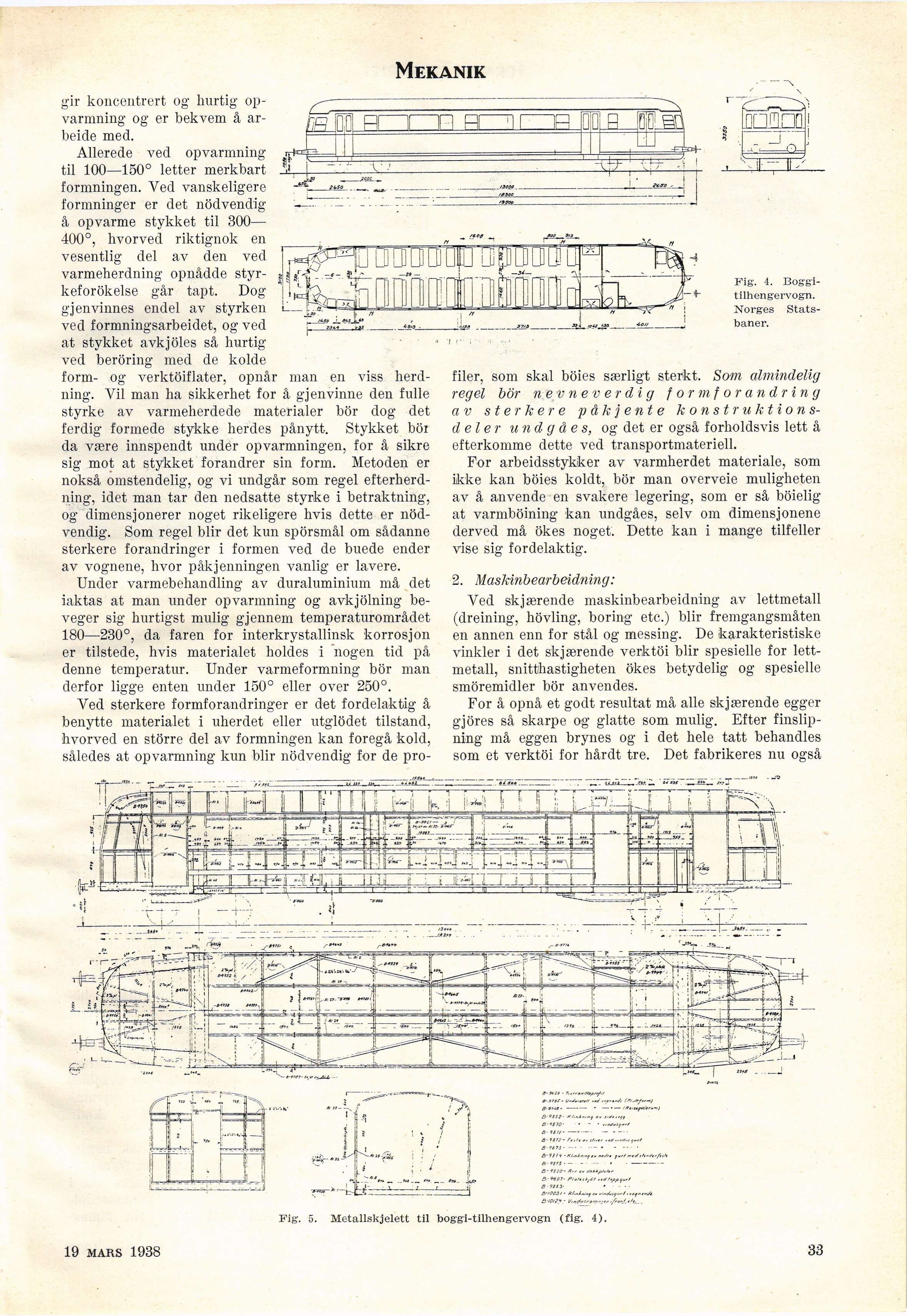
Fig. 4.
Boggi-tilhengervogn.
Norges
Statsbaner.
filer, som skal böies særligt sterkt. Som almitidelig
regel bör ne v ne v er di g formförändring
av sterkere påkjente
konstruktionsdel er und g å e s, og det er også forholdsvis lett å
efterkomme dette ved transportmateriell.
For arbeidsstykker av varmherdet materiale, som
ikke kan böies koldt, bör man overveie muligheten
av å anvende en svakere legering, som er så böielig
at varmböining kan undgåes, selv om dimensjonene
derved må ökes noget. Dette kan i månge tilfeller
vise sig fördelaktig.
2. Maskinbearbeidning:
Ved skjærende maskinbearbeidning av lettmetall
(dreining, hövling, boring etc.) blir fremgangsmåten
en annen enn for stål og messing. De karakteristiske
vinkler i det skjærende verktöi blir spesielle for
lettmetall, snitthastigheten ökes betydelig og spesielle
smöremidler bör anvendes.
For å opnå et godt resultat må alle skjærende egger
gjöres så skarpe og glatte som mulig. Efter
finslip-ning må eggen brynes og i det hele tatt behandles
som et verktöi for hårdt tre. Det fabrikeres nu også
Fig. 5. Metallskjelett til boggi-tilhengervogn (fig. 4).
16 aprtl 1938
33
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}