
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Fig. 3 a.
d =
= 3,4 cm.
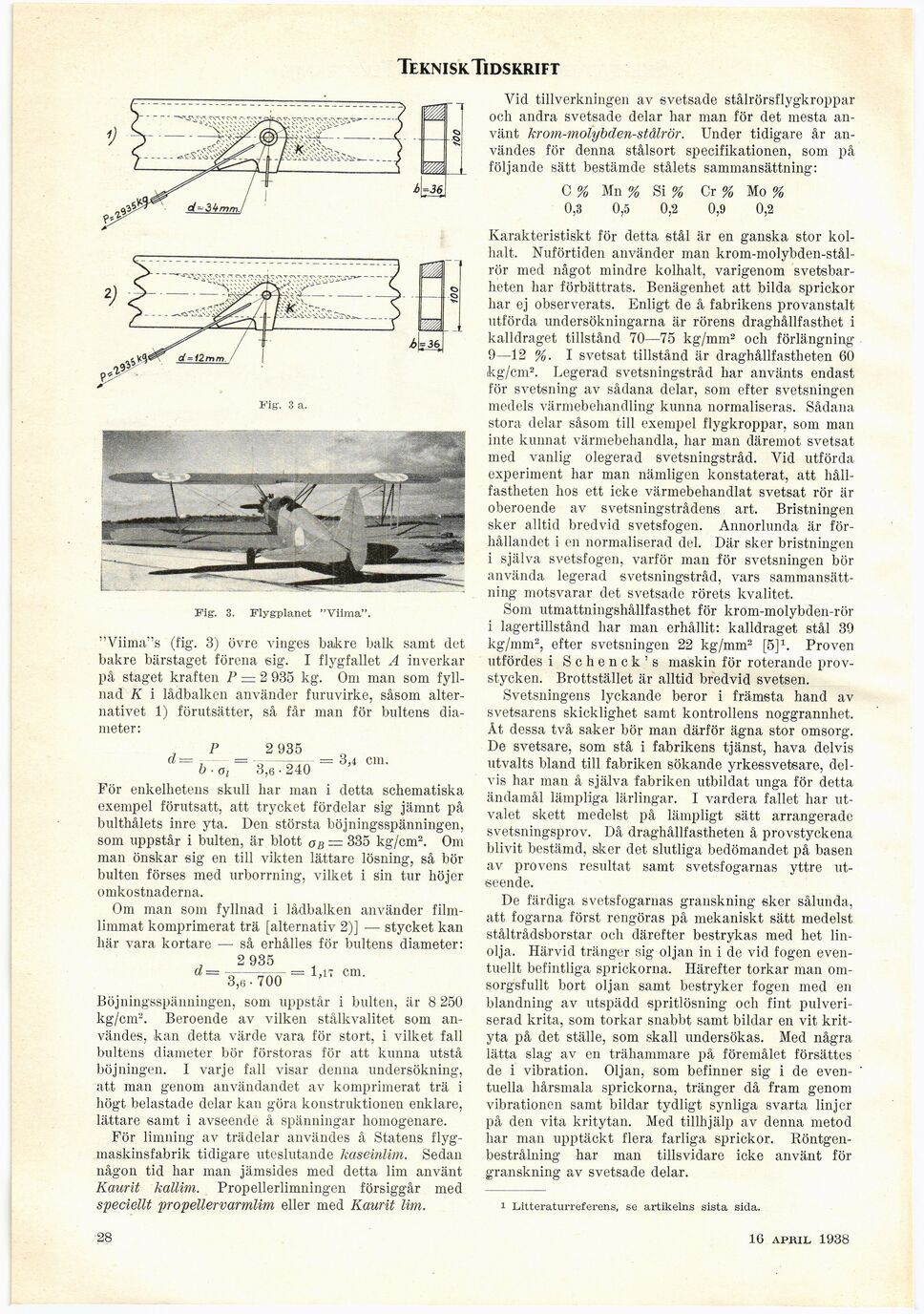
Fig. 3. Flygplanet "Viima".
"Viima"s (fig. 3) övre vinges bakre balk samt det
bakre bärstaget förena sig. I flygfallet A inverkar
på staget kraften P = 2 935 kg. Om man som
fyllnad K i lådbalken använder furuvirke, såsom
alternativet 1) förutsätter, så får man för bultens
diameter:
P _ 2 935
b ■ a, ~ 3,6 ■ 240
För enkelhetens skull har man i detta schematiska
exempel förutsatt, att trycket fördelar sig jämnt på
bulthålets inre yta. Den största böjningsspänningen,
som uppstår i bulten, är blott o b — 335 kg/cm2. Om
man önskar sig en till vikten lättare lösning, så bör
bulten förses med urborrning, vilket i sin tur höjer
omkostnaderna.
Om man som fyllnad i lådbalken använder
filmlimmat komprimerat trä [alternativ 2)] — stycket kan
här vara kortare — så erhålles för bultens diameter:
2 935
3,6 - 700 = Cm’
Böjningsspänningen, som uppstår i bulten, är 8 250
kg/cm2. Beroende av vilken stålkvalitet som
användes, kan detta värde vara för stort, i vilket fall
bultens diameter bör förstoras för att kunna utstå
böjningen. I varje fall visar denna undersökning,
att man genom användandet av komprimerat trä i
högt belastade delar kan göra konstruktionen enklare,
lättare samt i avseende å spänningar homogenare.
För limning av trädelar användes å Statens
flygmaskinsfabrik tidigare uteslutande kaseinlim. Sedan
någon tid har man jämsides med detta lim använt
Kaurit kaüim. Propellerlimningen försiggår med
speciellt propellervarmlim, eller med Kaurit lim.
Vid tillverkningen av svetsade stålrörsflygkroppar
och andra svetsade delar har man för det mesta
använt krom-molybden-stålrör. Under tidigare år
användes för denna stålsort specifikationen, som på
följande sätt bestämde stålets sammansättning:
C % Mn % Si % Cr % Mo %
0,3 0,5 0,2 0,9 0,2
Karakteristiskt för detta stål är en ganska stor
kolhalt. Nuförtiden använder man
krom-molybden-stålrör med något mindre kolhalt, varigenom
svetøbar-heten har förbättrats. Benägenhet att bilda sprickor
har ej observerats. Enligt de å fabrikens provanstalt
utförda undersökningarna är rörens draghållfasthet i
kalldraget tillstånd 70—75 kg/mm2 och förlängning
9—12 %. I svetsat tillstånd är draghållfastheten 60
kg/cm2. Legerad svetsningstråd har använts endast
för svetsning av sådana delar, som efter svetsningen
medels värmebehandling kunna normaliseras. Sådana
stora delar såsom till exempel flygkroppar, som man
inte kunnat värmebehandla, har man däremot svetsat
med vanlig olegerad svetsningstråd. Vid utförda
experiment har man nämligen konstaterat, att
hållfastheten hos ett icke värmebehandlat svetsat rör är
oberoende av svetsningstrådens art. Bristningen
sker alltid bredvid svetsfogen. Annorlunda är
förhållandet i en normaliserad del. Där sker bristningen
i själva svetsfogen, varför man för svetsningen bör
använda legerad svetsningstråd, vars
sammansättning motsvarar det svetsade rörets kvalitet.
Som utmattningshållfasthet för krom-molybden-rör
i lagertillstånd har man erhållit: kalldraget stål 39
kg/mm2, efter svetsningen 22 kg/mm2 [5]1. Proven
utfördes i Schenck’s maskin för roterande
provstycken. Brottstället är alltid bredvid svetsen.
Svetsningens lyckande beror i främsta hand av
svetsarens skicklighet samt kontrollens noggrannhet.
Åt dessa två saker bör man därför ägna stor omsorg.
De svetsare, som stå i fabrikens tjänst, hava delvis
utvalts bland till fabriken sökande yrkessvetsare,
delvis har man å själva fabriken utbildat unga för detta
ändamål lämpliga lärlingar. I vardera fallet har
utvalet skett medelst på lämpligt sätt arrangerade
svetsningsprov. Då draghållfastheten å provstyckena
blivit bestämd, sker det slutliga bedömandet på basen
av provens resultat samt svetsfogarnas yttre
utseende.
De färdiga svetsfogarnas granskning sker sålunda,
att fogarna först rengöras på mekaniskt sätt medelst
ståltrådsborstar och därefter bestrykas med het
linolja. Härvid tränger sig oljan in i de vid fogen
eventuellt befintliga sprickorna. Härefter torkar man
omsorgsfullt bort oljan samt bestryker fogen med en
blandning av utspädd spritlösning och fint
pulveriserad krita, som torkar snabbt samt bildar en vit
krit-yta på det ställe, som skall undersökas. Med några
lätta slag av en trähammare på föremålet försättes
de i vibration. Oljan, som befinner sig i de
eventuella hårsmala sprickorna, tränger då fram genom
vibrationen samt bildar tydligt synliga svarta linjer
på den vita kritytan. Med tillhjälp av denna metod
liar man upptäckt flera farliga sprickor.
Röntgen-bestrålning har man tillsvidare icke använt för
granskning av svetsade delar.
i Litteraturreferens, se artikelns sista sida.
28
16 april 1938
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}