
Full resolution (JPEG) - On this page / på denna sida - Häfte 5. 4 febr. 1939 - Trådbusstrafik i Rom, av Hj. de Laval - Fastsättning av stållinor vid slutstycken enligt amerikansk praxis, av S. O. Asplund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
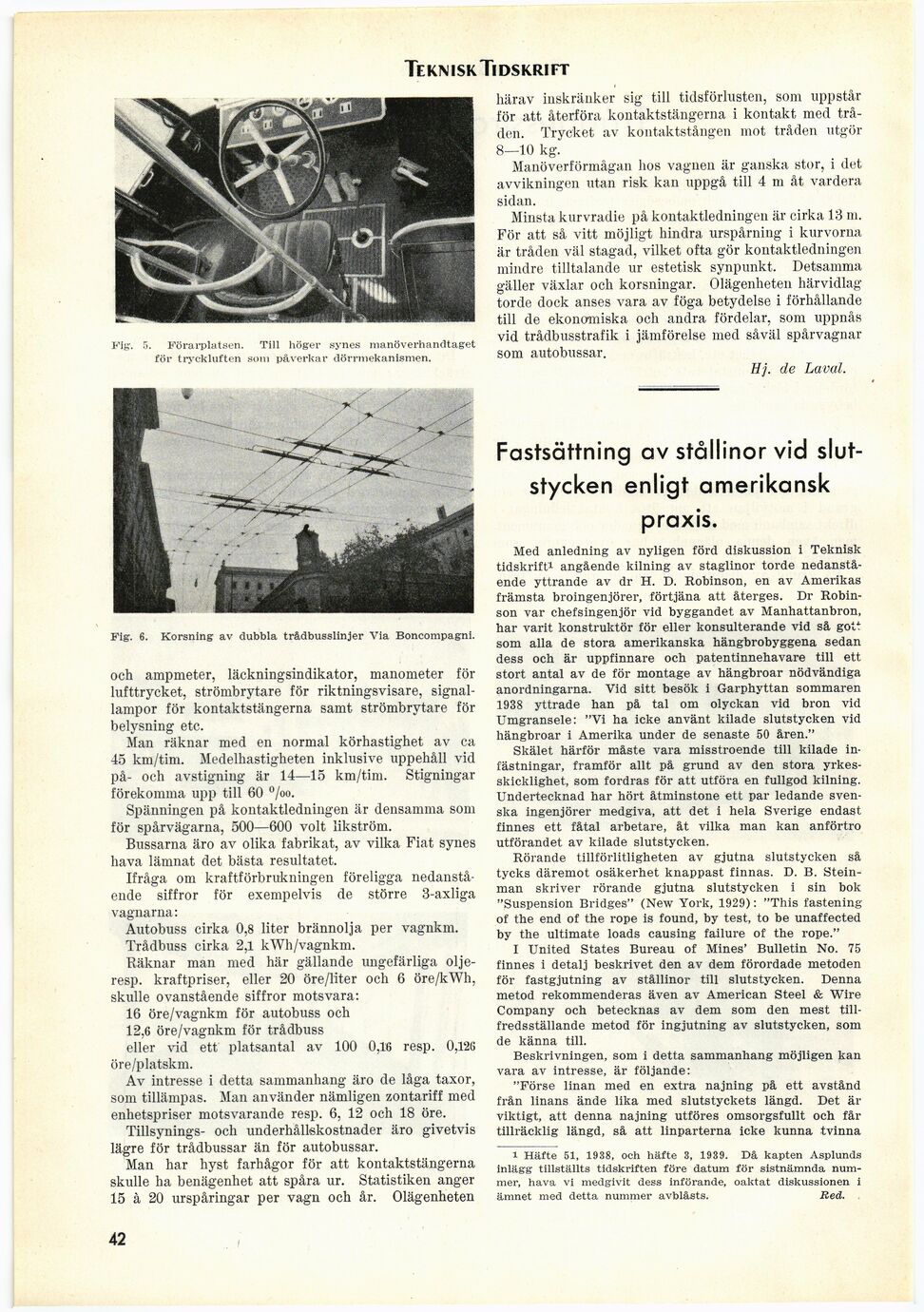
Fig". 5. Förarplatsen. Till höger synes manöverhandtaget
för tryckluften som påverkar dörrmekanismen.
härav inskränker sig till tidsförlusten, som uppstår
för att återföra kontaktstängerna i kontakt med
tråden. Trycket av kontaktstången mot tråden utgör
8—10 kg.
Manöverförmågan hos vagnen är ganska stor, i det
avvikningen utan risk kan uppgå till 4 m åt vardera
sidan.
Minsta kurvradie på kontaktledningen är cirka 13 ni.
För att så vitt möjligt hindra urspårning i kurvorna
är tråden väl stagad, vilket ofta gör kontaktledningen
mindre tilltalande ur estetisk synpunkt. Detsamma
gäller växlar och korsningar. Olägenheten härvidlag
torde dock anses vara av föga betydelse i förhållande
till de ekonomiska och andra fördelar, som uppnås
vid trådbusstrafik i jämförelse med såväl spårvagnar
som autobussar.
Hj. de Laval.
Fastsättning av stållinor vid
slutstycken enligt amerikansk
praxis.
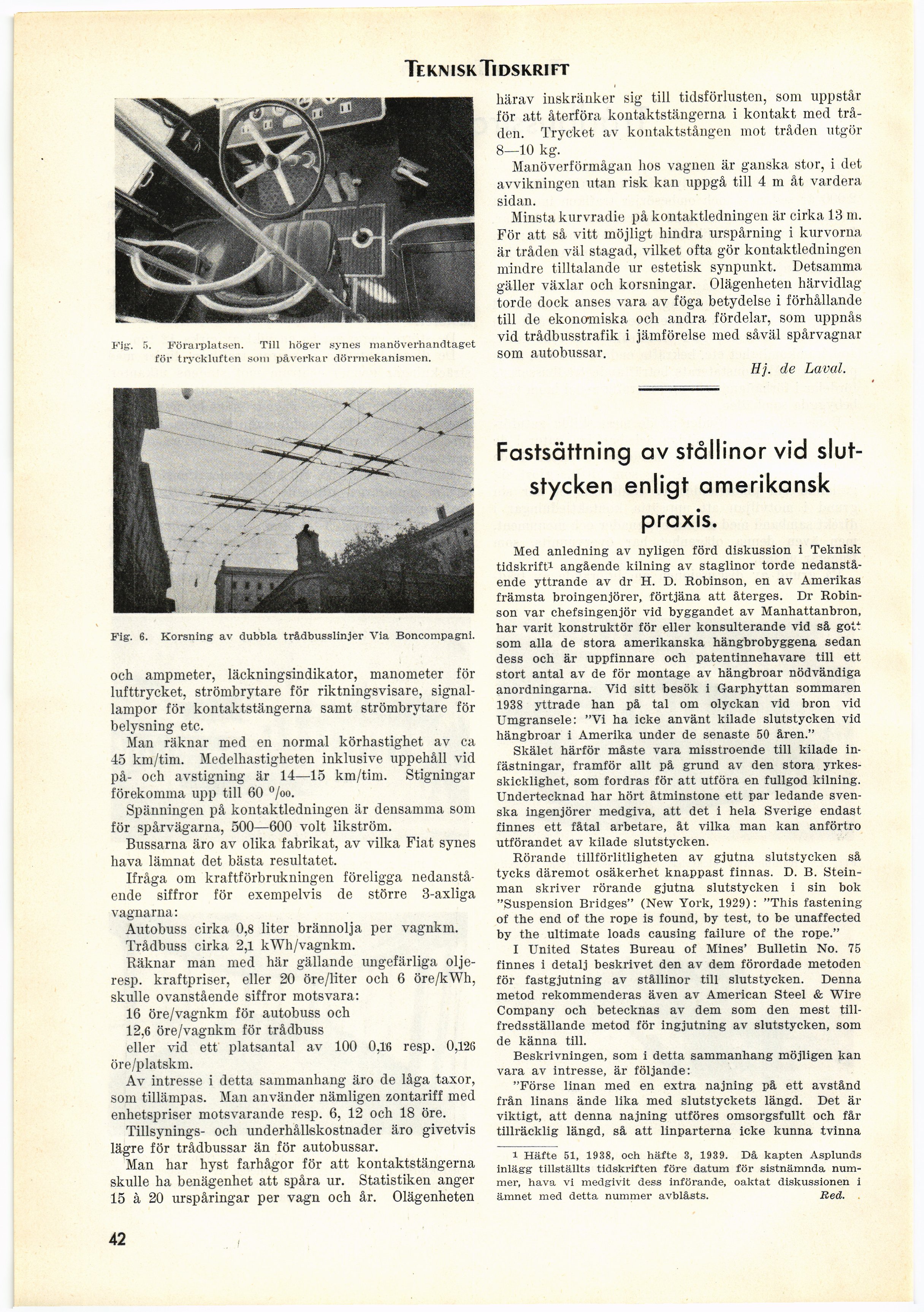
Fig. 6. Korsning av dubbla trådbusslinjer Via Boncompagni.
och ampmeter, läckningsindikator, manometer för
lufttrycket, strömbrytare för riktningsvisare,
signallampor för kontaktstängerna samt strömbrytare för
belysning etc.
Man räknar med en normal körhastighet av ca
45 km/tim. Medelhastigheten inklusive uppehåll vid
på- och avstigning är 14—15 km/tim. Stigningar
förekomma upp till 60 °/oo.
Spänningen på kontaktledningen är densamma som
för spårvägarna, 500—600 voit likström.
Bussarna äro av olika fabrikat, av vilka Fiat synes
hava lämnat det bästa resultatet.
Ifråga om kraftförbrukningen föreligga
nedanstående siffror för exempelvis de större 3-axliga
vagnarna:
Autobuss cirka 0,8 liter brännolja per vagnkm.
Trådbuss cirka 2,1 kWh/vagnkm.
Räknar man med här gällande ungefärliga
olje-resp. kraftpriser, eller 20 öre/liter och 6 öre/kWh,
skulle ovanstående siffror motsvara:
16 öre/vagnkm för autobuss och
12,6 öre/vagnkm för trådbuss
eller vid ett platsantal av 100 0,16 resp. 0,126
öre/platskm.
Av intresse i detta sammanhang äro de låga taxor,
som tillämpas. Man använder nämligen zontariff med
enhetspriser motsvarande resp. 6, 12 och 18 öre.
Tillsynings- och underhållskostnader äro givetvis
lägre för trådbussar än för autobussar.
Man har hyst farhågor för att kontaktstängerna
skulle ha benägenhet att spåra ur. Statistiken anger
15 à 20 urspåringar per vagn och år. Olägenheten
Med anledning av nyligen förd diskussion i Teknisk
tidskrift1 angående kilning av staglinor torde
nedanstående yttrande av dr H. D. Robinson, en av Amerikas
främsta broingenjörer, förtjäna att återges. Dr
Robinson var chefsingenjör vid byggandet av Manhattanbron,
har varit konstruktör för eller konsulterande vid så gott
som alla de stora amerikanska hängbrobyggena sedan
dess och är uppfinnare och patentinnehavare till ett
stort antal av de för montage av hängbroar nödvändiga
anordningarna. Vid sitt besök i Garphyttan sommaren
1938 yttrade han på tal om olyckan vid bron vid
Umgransele: "Vi ha icke använt kilade slutstycken vid
hängbroar i Amerika under de senaste 50 åren."
Skälet härför måste vara misstroende till kilade
infästningar, framför allt på grund av den stora
yrkesskicklighet, som fordras för att utföra en fullgod kilning.
Undertecknad har hört åtminstone ett par ledande
svenska ingenjörer medgiva, att det i hela Sverige endast
finnes ett fåtal arbetare, åt vilka man kan anförtro
utförandet av kilade slutstycken.
Rörande tillförlitligheten av gjutna slutstycken så
tycks däremot osäkerhet knappast finnas. D. B.
Stein-man skriver rörande gjutna slutstycken i sin bok
"Suspension Bridges" (New York, 1929): "This fastening
of the end of the rope is found, by test, to be unaffected
by the ultimate loads causing failure of the rope."
I United States Bureau of Mines’ Bulletin No. 75
finnes i detalj beskrivet den av dem förordade metoden
för fastgjutning av stållinor till slutstycken. Denna
metod rekommenderas även av American Steel & Wire
Company och betecknas av dem som den mest
tillfredsställande metod för ingjutning av slutstycken, som
de känna till.
Beskrivningen, som i detta sammanhang möjligen kan
vara av intresse, är följande:
"Förse linan med en extra najning på ett avstånd
från linans ände lika med slutstyckets längd. Det är
viktigt, att denna najning utföres omsorgsfullt och får
tillräcklig längd, så att linparterna icke kunna tvinna
i Häfte 51, 1938, och häfte 3, 1939. Då kapten Asplunds
inlägg tillställts tidskriften före datum för sistnämnda
nummer, hava vi medgivit dess införande, oaktat diskussionen i
ämnet med detta nummer avblåsts. Red.
42
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}