
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
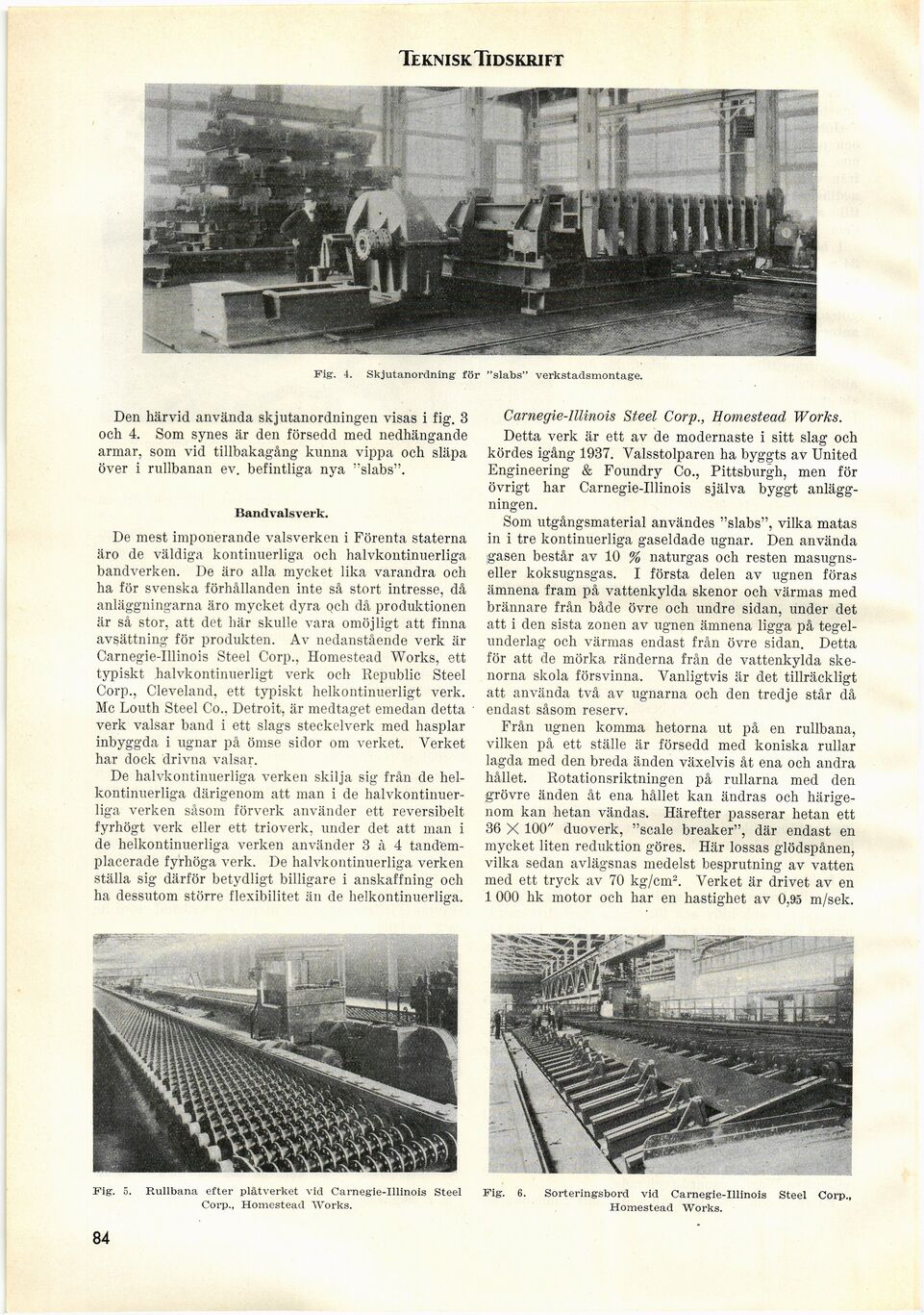
Fig. 4. Skjutanordning för "slabs" verkstadsmontage.
Den härvid använda skjutanordningen visas i fig. 3
och 4. Som synes är den försedd med nedhängande
armar, som vid tillbakagång kunna vippa och släpa
över i rullbanan ev. befintliga nya "slabs".
Bandvalsverk.
De mest imponerande valsverken i Förenta staterna
äro de väldiga kontinuerliga och halvkontinuerliga
bandverken. De äro alla mycket lika varandra och
ha för svenska förhållanden inte så stort intresse, då
anläggningarna äro mycket dyra och då produktionen
är så stor, att det här skulle vara omöjligt att finna
avsättning för produkten. Av nedanstående verk är
Carnegie-Illinois Steel Corp., Homestead Works, ett
typiskt halvkontinuerligt verk och Republic Steel
Corp., Cleveland, ett typiskt helkontinuerligt verk.
Mc Louth Steel Co.. Detroit, är medtaget emedan detta
verk valsar band i ett slags steckelverk med hasplar
inbyggda i ugnar på ömse sidor om verket. Verket
har dock drivna valsar.
De halvkontinuerliga verken skilja sig från de
helkontinuerliga därigenom att man i de
halvkontinuerliga verken såsom förverk använder ett reversibel
fyrhögt verk eller ett trioverk, under det att man i
de helkontinuerliga verken använder 3 à 4
tandem-placerade fyrhöga verk. De halvkontinuerliga verken
ställa sig därför betydligt billigare i anskaffning och
ha dessutom större flexibilitet än de helkontinuerliga.
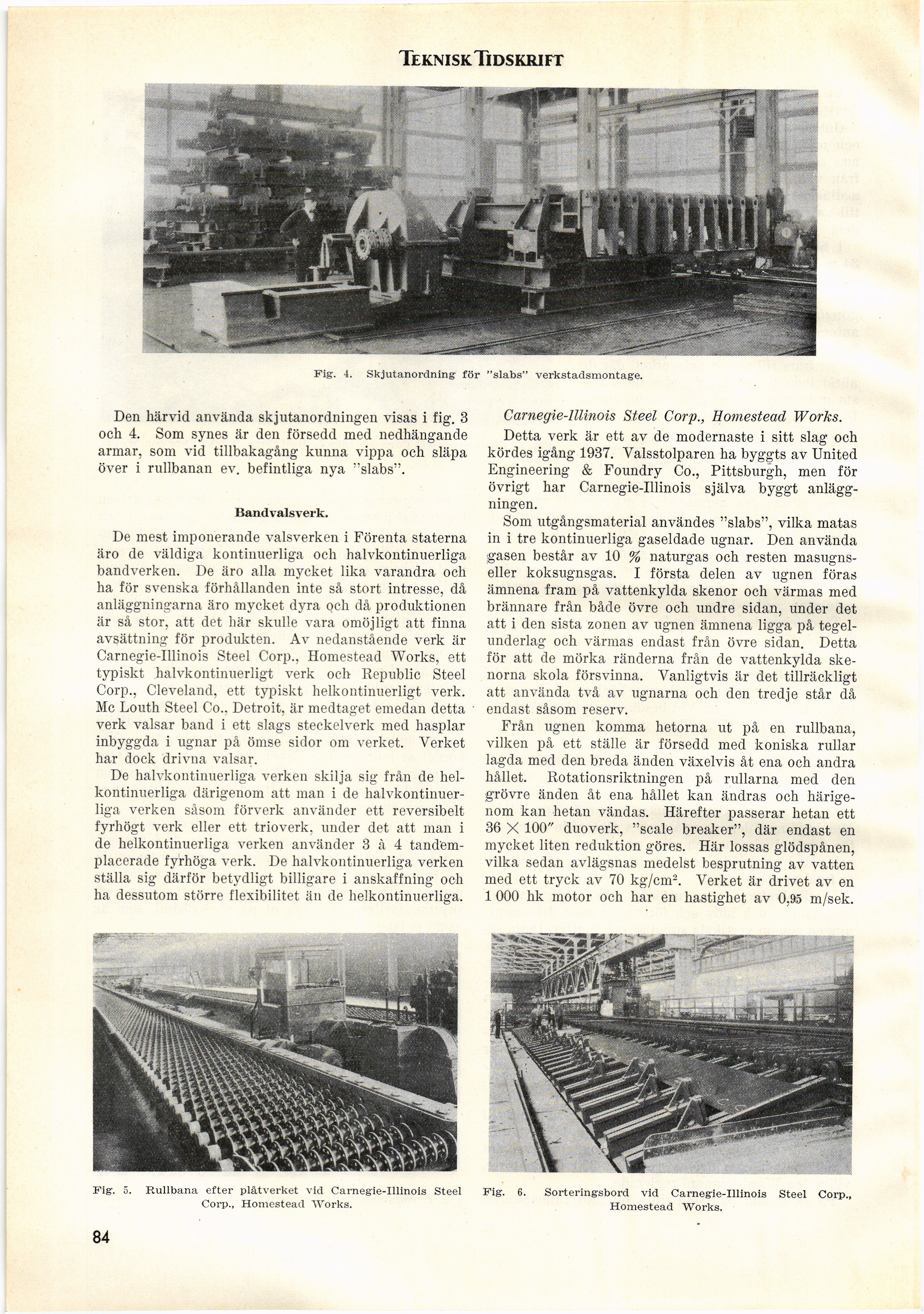
Fig. 5. Rullbana efter plåtverket vid Carnegie-Illinois Steel
Corp., Homestead "Works.
Carnegie-Illinois Steel Corp., Homestead Works.
Detta verk är ett av de modernaste i sitt slag och
kördes igång 1937. Valsstolparen ha byggts av United
Engineering & Foundry Co., Pittsburgh, men för
övrigt har Carnegie-Illinois själva byggt
anläggningen.
Som utgångsmaterial användes "slabs", vilka matas
in i tre kontinuerliga gaseldade ugnar. Den använda
gasen består av 10 % naturgas och resten
masugns-eller koksugnsgas. I första delen av ugnen föras
ämnena fram på vattenkylda skenor och värmas med
brännare från både övre och undre sidan, under det
att i den sista zonen av ugnen ämnena ligga på
tegelunderlag och värmas endast från övre sidan. Detta
för att de mörka ränderna från de vattenkylda
skenorna skola försvinna. Vanligtvis är det tillräckligt
att använda två av ugnarna och den tredje står då
endast såsom reserv.
Från ugnen komma hetorna ut på en rullbana,
vilken på ett ställe är försedd med koniska rullar
lagda med den breda änden växelvis åt ena och andra
hållet. Rotationsriktningen på rullarna med den
grövre änden åt ena hållet kan ändras och
härigenom kan hetan vändas. Härefter passerar hetan ett
36 X 100" duoverk, "scale breaker", där endast en
mycket liten reduktion göres. Här lossas glödspånen,
vilka sedan avlägsnas medelst besprutning av vatten
med ett tryck av 70 kg/cm2. Verket är drivet av en
1 000 hk motor och har en hastighet av 0,95 m/sek.
Fig. 6. Sorteringsbord vid Carnegie-Illinois Steel Corp.,
Homestead Works.
84
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}