
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
spån. Rullbanan efter detta förverk är 44 m lång
och består av två sektioner, vardera med 22 st. 14"
gjutjärnsrullar. Här får hetan invänta lagom
temperatur för färdigvalsningen. Denna temperatur
mätes medelst en ovan rullbanan placerad pyrometer.
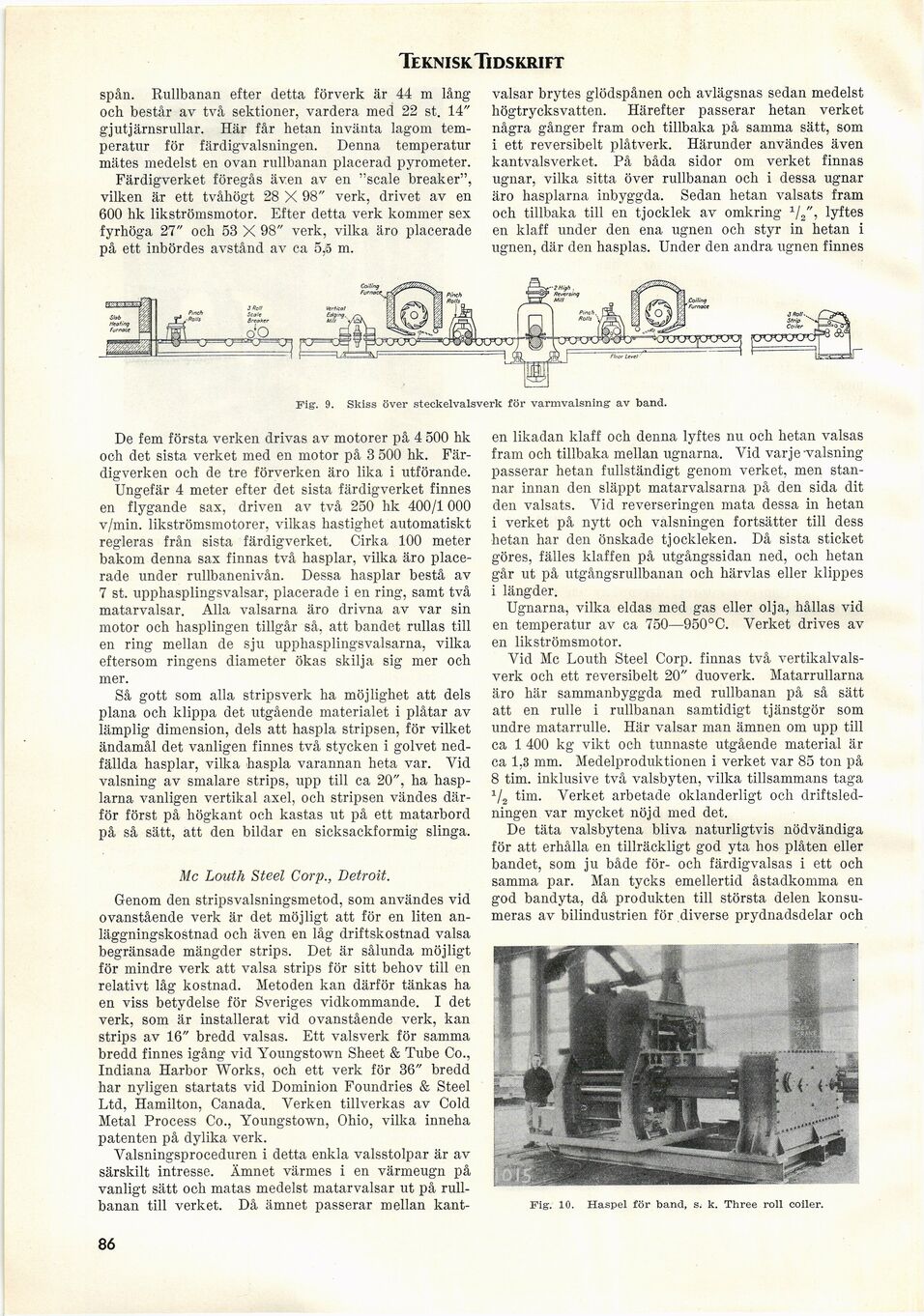
Färdigverket föregås även av en "scale breaker",
vilken är ett tvåhögt 28 X 98" verk, drivet av en
600 hk likströmsmotor. Efter detta verk kommer sex
fyrhöga 27" och 53 X 98" verk, vilka äro placerade
på ett inbördes avstånd av ca 5,5 m.
valsar brytes glödspånen och avlägsnas sedan medelst
högtrycksvatten. Härefter passerar hetan verket
några gånger fram och tillbaka på samma sätt, som
i ett reversibelt plåtverk. Härunder användes även
kantvalsverket. På båda sidor om verket finnas
ugnar, vilka sitta över rullbanan och i dessa ugnar
äro hasplarna inbyggda. Sedan hetan valsats fram
och tillbaka till en tjocklek av omkring 1/2", lyftes
en klaff under den ena ugnen och styr in hetan i
ugnen, där den hasplas. Under den andra ugnen finnes
De fem första verken drivas av motorer på 4 500 hk
och det sista verket med en motor på 3 500 hk.
Färdigverken och de tre förverken äro lika i utförande.
Ungefär 4 meter efter det sista färdigverket finnes
en flygande sax, driven av två 250 hk 400/1000
v/min. likströmsmotorer, vilkas hastighet automatiskt
regleras från sista färdigverket. Cirka 100 meter
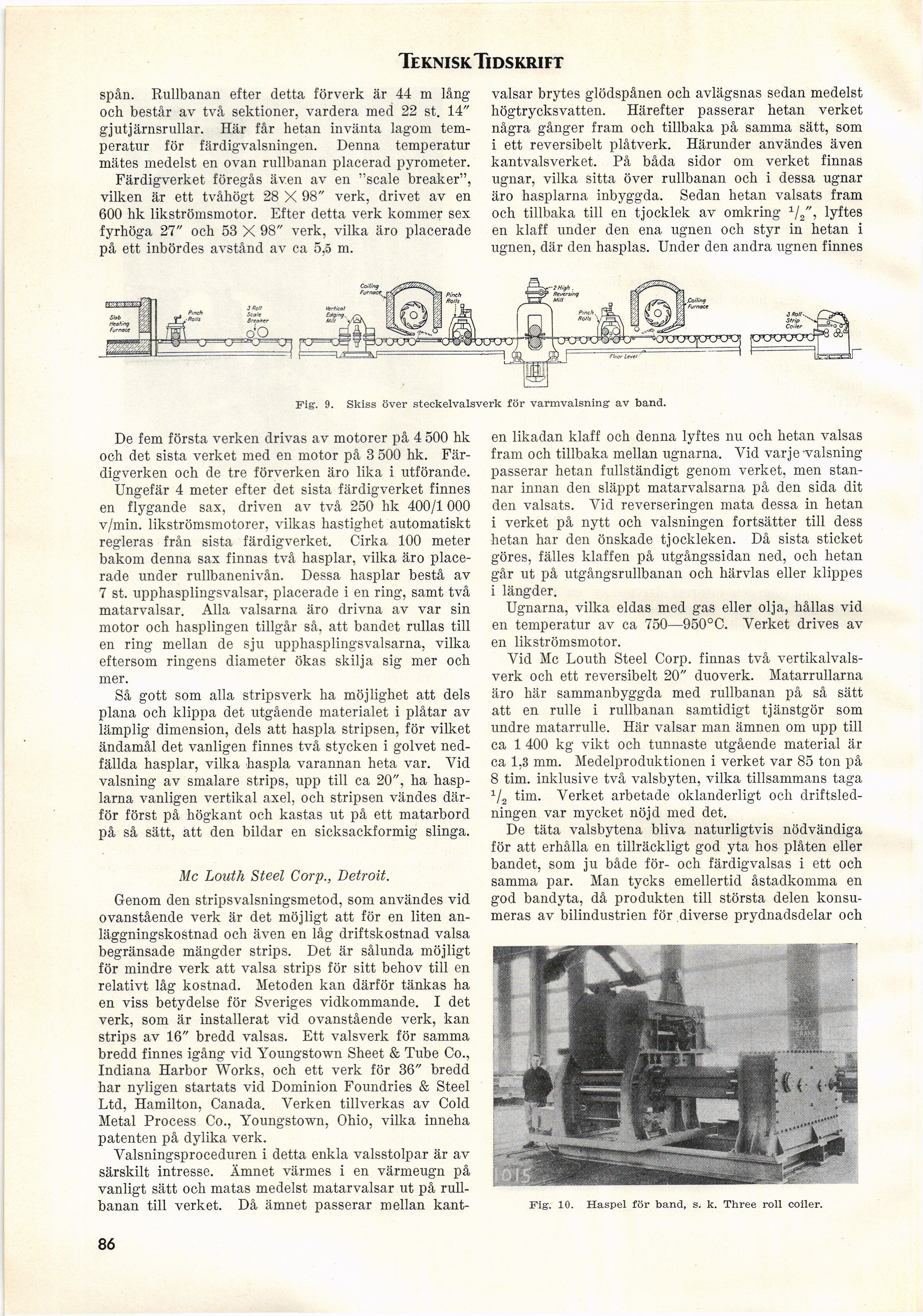
bakom denna sax finnas två hasplar, vilka äro
placerade under rullbanenivån. Dessa hasplar bestå av
7 st. upphasplingsvalsar, placerade i en ring, samt två
matarvalsar. Alla valsarna äro drivna av var sin
motor och hasplingen tillgår så, att bandet rullas till
en ring mellan de sju upphasplingsvalsarna, vilka
eftersom ringens diameter ökas skilja sig mer och
mer.
Så gott som alla stripsverk ha möjlighet att dels
plana och klippa det utgående materialet i plåtar av
lämplig dimension, dels att haspla stripsen, för vilket
ändamål det vanligen finnes två stycken i golvet
nedfällda hasplar, vilka haspla varannan heta var. Yid
valsning av smalare strips, upp till ca 20", ha
hasplarna vanligen vertikal axel, och stripsen vändes
därför först på högkant och kastas ut på ett matarbord
på så sätt, att den bildar en sicksackformig slinga.
Mc Louth Steel Corp., Detroit.
Genom den stripsvalsningsmetod, som användes vid
ovanstående verk är det möjligt att för en liten
anläggningskostnad och även en låg driftskostnad valsa
begränsade mängder strips. Det är sålunda möjligt
för mindre verk att valsa strips för sitt behov till en
relativt låg kostnad. Metoden kan därför tänkas ha
en viss betydelse för Sveriges vidkommande. I det
verk, som är installerat vid ovanstående verk, kan
strips av 16" bredd valsas. Ett valsverk för samma
bredd finnes igång vid Youngstown Sheet & Tube Co.,
Indiana Harbor Works, och ett verk för 36" bredd
har nyligen startats vid Dominion Foundries & Steel
Ltd, Hamilton, Canada. Verken tillverkas av Cold
Metal Process Co., Youngstown, Ohio, vilka inneha
patenten på dylika verk.
Valsningsproceduren i detta enkla valsstolpar är av
särskilt intresse. Ämnet värmes i en värmeugn på
vanligt sätt och matas medelst matarvalsar ut på
rullbanan till verket. Då ämnet passerar mellan kant-
en likadan klaff och denna lyftes nu och hetan valsas
fram och tillbaka mellan ugnarna. Vid varje-valsning
passerar hetan fullständigt genom verket, men
stannar innan den släppt matarvalsarna på den sida dit
den valsats. Vid reverseringen mata dessa in hetan
i verket på nytt och valsningen fortsätter till dess
hetan har den önskade tjockleken. Då sista sticket
göres, fälles klaffen på utgångssidan ned, och hetan
går ut på utgångsrullbanan och härvlas eller klippes
i längder.
Ugnarna, vilka eldas med gas eller olja, hållas vid
en temperatur av ca 750—950°C. Verket drives av
en likströmsmotor.
Vid Mc Louth Steel Corp. finnas två
vertikalvalsverk och ett reversibelt 20" duoverk. Matarrullarna
äro här sammanbyggda med rullbanan på så sätt
att en rulle i rullbanan samtidigt tjänstgör som
undre matarrulle. Här valsar man ämnen om upp till
ca 1 400 kg vikt och tunnaste utgående material är
ca 1,3 mm. Medelproduktionen i verket var 85 ton på
8 tim. inklusive två valsbyten, vilka tillsammans taga
1/.2 tim. Verket arbetade oklanderligt och
driftsledningen var mycket nöjd med det.
De täta valsbytena bliva naturligtvis nödvändiga
för att erhålla en tillräckligt god yta hos plåten eller
bandet, som ju både för- och färdigvalsas i ett och
samma par. Man tycks emellertid åstadkomma en
god bandyta, då produkten till största delen
konsumeras av bilindustrien för diverse prydnadsdelar och
Fig. 10. Haspel för band, s. k. Three roll coiler.
86
Fig. 9. Skiss över steckelvalsverk för varmvalsning av band.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}