
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
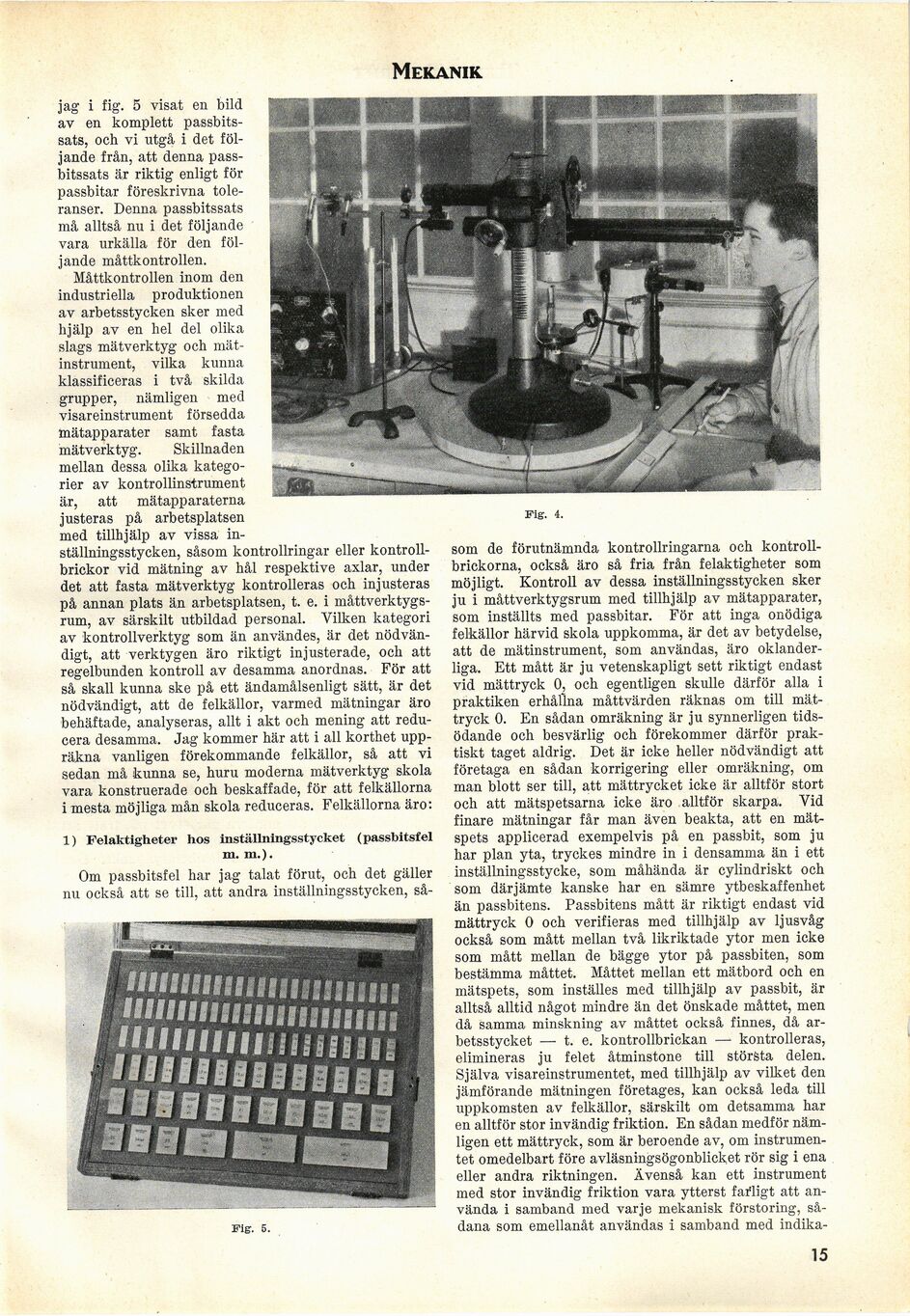
Fig. 4.
som de förutnämnda kontrollringarna och
kontrollbrickorna, också äro så fria från felaktigheter som
möjligt. Kontroll av dessa inställningsstycken sker
ju i måttverktygsrum med tillhjälp av mätapparater,
som inställts med passbitar. För att inga onödiga
felkällor härvid skola uppkomma, är det av betydelse,
att de mätinstrument, som användas, äro
oklanderliga. Ett mått är ju vetenskapligt sett riktigt endast
vid mättryck 0, och egentligen skulle därför alla i
praktiken erhållna måttvärden räknas om till
mättryck 0. En sådan omräkning är ju synnerligen
tidsödande och besvärlig och förekommer därför
praktiskt taget aldrig. Det är icke heller nödvändigt att
företaga en sådan korrigering eller omräkning, om
man blott ser till, att mättrycket icke är alltför stort
och att mätspetsarna icke äro alltför skarpa. Vid
finare mätningar får man även beakta, att en
mät-spets applicerad exempelvis på en passbit, som ju
har plan yta, tryckes mindre in i densamma än i ett
inställningsstycke, som måhända är cylindriskt och
som därjämte kanske har en sämre ytbeskaffenhet
än passbitens. Passbitens mått är riktigt endast vid
mättryck 0 och verifieras med tillhjälp av ljusvåg
också som mått mellan två likriktade ytor men icke
som mått mellan de bägge ytor på passbiten, som
bestämma måttet. Måttet mellan ett mätbord och en
mätspets, som inställes med tillhjälp av passbit, är
alltså alltid något mindre än det önskade måttet, men
då samma minskning av måttet också finnes, då
arbetsstycket — t. e. kontrollbrickan —■ kontrolleras,
elimineras ju felet åtminstone till största delen.
Själva visareinstrumentet, med tillhjälp av vilket den
jämförande mätningen företages, kan också leda till
uppkomsten av felkällor, särskilt om detsamma har
en alltför stor invändig friktion. En sådan medför
nämligen ett mättryck, som är beroende av, om
instrumentet omedelbart före avläsningsögonblicket rör sig i ena
eller andra riktningen. Ävenså kan ett instrument
med stor invändig friktion vara ytterst fariigt att
använda i samband med varje mekanisk förstoring,
sådana som emellanåt användas i samband med indika-
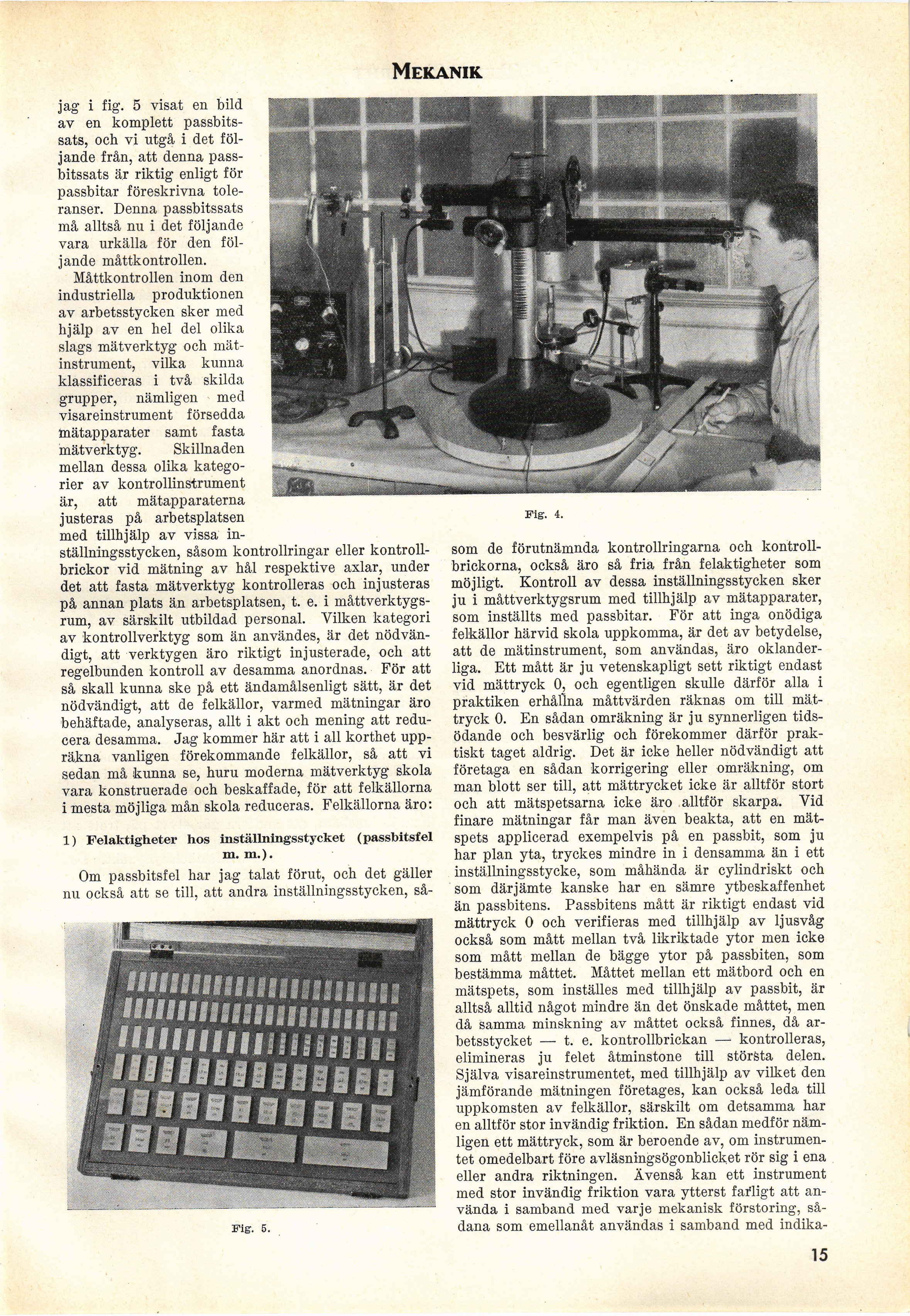
jag i fig. 5 visat en bild
av en komplett
passbitssats, och vi utgå i det
följande från, att denna
passbitssats är riktig enligt för
passbitar föreskrivna
toleranser. Denna passbitssats
må alltså nu i det följande
vara urkälla för den
följande måttkontrollen.
Måttkontrollen inom den
industriella produktionen
av arbetsstycken sker med
hjälp av en hel del olika
slags mätverktyg och
mätinstrument, vilka kunna
klassificeras i två skilda
grupper, nämligen med
visareinstrument försedda
mätapparater samt fasta
mätverktyg. Skillnaden
mellan dessa olika
kategorier av kontrollinstrument
är, att mätapparaterna
justeras på arbetsplatsen
med tillhjälp av vissa
inställningsstycken, såsom kontrollringar eller
kontrollbrickor vid mätning av hål respektive axlar, under
det att fasta mätverktyg kontrolleras och injusteras
på annan plats än arbetsplatsen, t. e. i
måttverktygsrum, av särskilt utbildad personal. Vilken kategori
av kontrollverktyg som än användes, är det
nödvändigt, att verktygen äro riktigt injusterade, och att
regelbunden kontroll av desamma anordnas. För att
så skall kunna ske på ett ändamålsenligt sätt, är det
nödvändigt, att de felkällor, varmed mätningar äro
behäftade, analyseras, allt i akt och mening att
reducera desamma. Jag kommer här att i all korthet
uppräkna vanligen förekommande felkällor, så att vi
sedan må kunna se, huru moderna mätverktyg skola
vara konstruerade och beskaffade, för att felkällorna
i mesta möjliga mån skola reduceras. Felkällorna äro:
Fig. 5.
1) Felaktigheter hos inställningsstycket (passbitsfel
m. m.).
Om passbitsfel har jag talat förut, och det gäller
nu också att se till, att andra inställningsstycken, så-
15
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}