
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
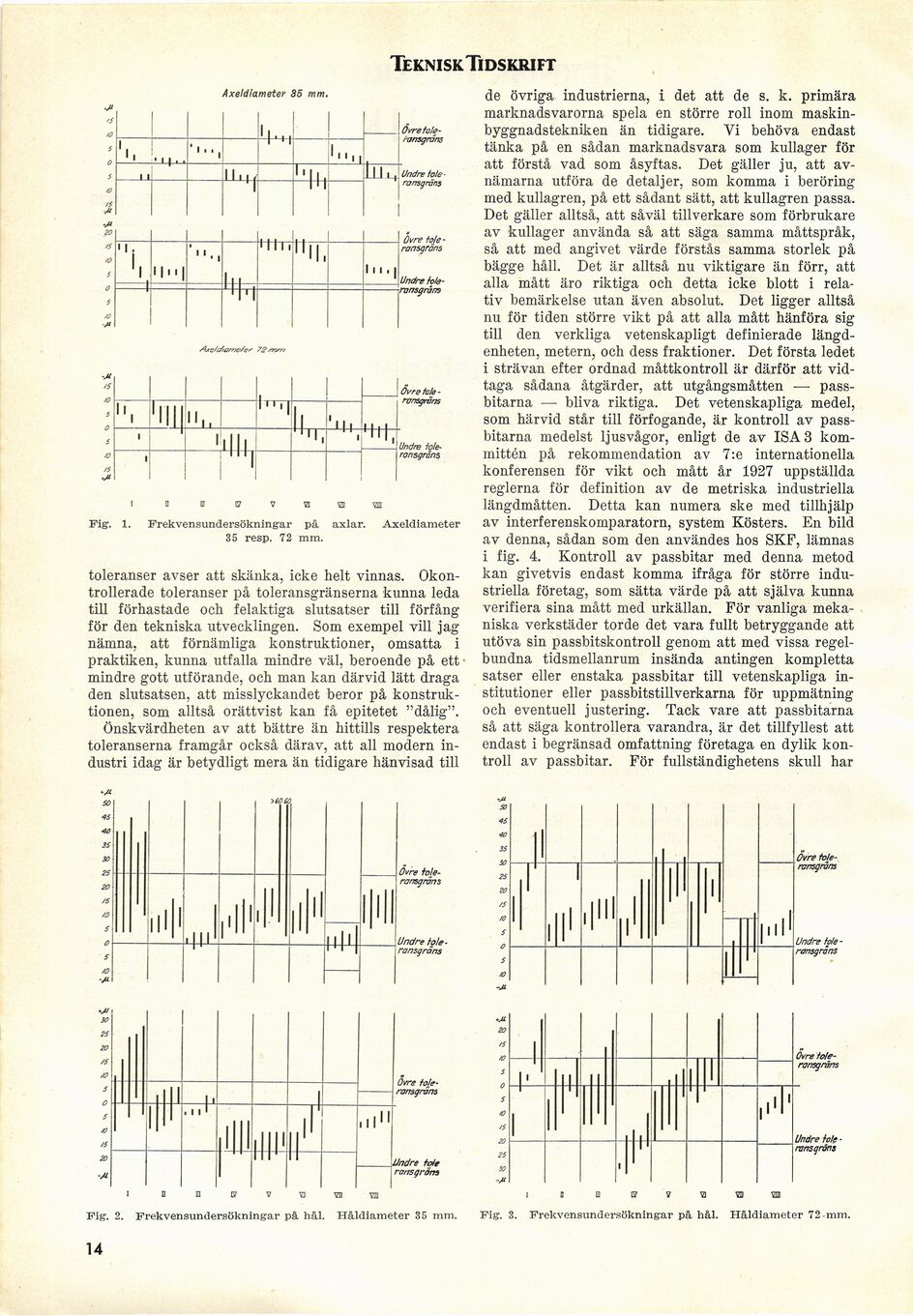
Axeldiameter 35 mm.
Fig. 1. Frekvensundersökningar på axlar. Axeldiameter
35 resp. 72 mm.
toleranser avser att skänka, icke helt vinnas.
Okontrollerade toleranser på toleransgränserna kunna leda
till förhastade och felaktiga slutsatser till förfång
för den tekniska utvecklingen. Som exempel vill jag
nämna, att förnämliga konstruktioner, omsatta i
praktiken, kunna utfalla mindre väl, beroende på ett
mindre gott utförande, och man kan därvid lätt draga
den slutsatsen, att misslyckandet beror på
konstruktionen, som alltså orättvist kan få epitetet "dålig".
Önskvärdheten av att bättre än hittills respektera
toleranserna framgår också därav, att all modern
industri idag är betydligt mera än tidigare hänvisad till
de övriga industrierna, i det att de s. k. primära
marknadsvarorna spela en större roll inom
maskinbyggnadstekniken än tidigare. Vi behöva endast
tänka på en sådan marknadsvara som kullager för
att förstå vad som åsyftas. Det gäller ju, att
avnämarna utföra de detaljer, som komma i beröring
med kullagren, på ett sådant sätt, att kullagren passa.
Det gäller alltså, att såväl tillverkare som förbrukare
av kullager använda så att säga samma måttspråk,
så att med angivet värde förstås samma storlek på
bägge håll. Det är alltså nu viktigare än förr, att
alla mått äro riktiga och detta icke blott i
relativ bemärkelse utan även absolut. Det ligger alltså
nu för tiden större vikt på att alla mått hänföra sig
till den verkliga vetenskapligt definierade
längdenheten, metern, och dess fraktioner. Det första ledet
i strävan efter ordnad måttkontroll är därför att
vidtaga sådana åtgärder, att utgångsmåtten —
passbitarna — bliva riktiga. Det vetenskapliga medel,
som härvid står till förfogande, är kontroll av
passbitarna medelst ljusvågor, enligt de av ISA 3
kommittén på rekommendation av 7:e internationella
konferensen för vikt och mått år 1927 uppställda
reglerna för definition av de metriska industriella
längdmåtten. Detta kan numera ske med tillhjälp
av interferenskomparatorn, system Kösters. En bild
av denna, sådan som den användes hos SKF, lämnas
i fig. 4. Kontroll av passbitar med denna metod
kan givetvis endast komma ifråga för större
industriella företag, som sätta värde på att själva kunna
verifiera sina mått med urkällan. För vanliga
mekaniska verkstäder torde det vara fullt betryggande att
utöva sin passbitskontroll genom att med vissa
regelbundna tidsmellanrum insända antingen kompletta
satser eller enstaka passbitar till vetenskapliga
institutioner eller passbitstillverkarna för uppmätning
och eventuell justering. Tack vare att passbitarna
så att säga kontrollera varandra, är det tillfyllest att
endast i begränsad omfattning företaga en dylik
kontroll av passbitar. För fullständighetens skull har
Ovre
toleransgräns
Undre
toleransgräns
Ovre
toleransgräns
Undre
toleransgräns
Övre
toleransgräns
Mindre Me
ronsgräns
i n m ty v a wi m
Fig. 2. Frekvensundersökningar på hål. Håldiameter 35 mm.
Ovre
toleransgräns
Undre Me
-rvnsgräns
i o E [7 y vi s] ym
Fig. 3. Frekvensundersökningar på hål. Håldiameter 72 mm.
14
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}