
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
Tabell 1 över installerade el. värmeapparater inom Husqvarna Vapenfabriks A.-B. Industriområde.
Arbetsoperation Användningsområde Antal Effekt i kVA Arbetstemp. •c Reglering och kontroll
Härdning Snabbståls- ocb
kolståls-härdning 8 133 650—1 350 ° Manuell reglering.
Pyro-meterkontroll
Glödgning Utglödgning av gjutjärn 3 144 840° Automatisk reglering med pyrometer
Sättshärdning Uppkolning av gjutjärn 4 161 920° Automatisk reglering med pyrometer
Lackering Lackering av cykeldetaljer ocb gjutgods 14 232 150—250° Manuell reglering.
Pyrometrar o. termometrar
Emaljering Plåt- och
gjutgodsemalje-ring. Bränning av
grundmassa och emalj 4 270 900° Automatisk reglering med pyrometrar
Formning av gjutgods Brättuppvärmning 70 28 100° Manuell reglering
Svetsning Punktsvetsning av plåt ocb kärl, järn- och
stålsvetsning 6 108 1 200—1 350° „ „ samt automatisk reglering
j Laborationer Laboratorieugnar för
järnundersökning m. m. 11 38 100—1 350 ° Manuell reglering
Div. fabrikationsmetoder Lödugnar och
oxidationsprocesser 20 63 100—450° » >,
Div.
uppvärmningsändamål Kaminer ocb vattenvärmare 38 33 100° „
Summa l:ma kraft 178 1 210
Uppvärmning »» El. ångpannor Varmvattenbassäng 2 1 380 1200 Manuell reglering
Summa 2: da kraft 3 1580
Totalt 181 2 790
ugnar, lämnade dock icke ur fabrikationssynpunkt ett
tillfredsställande resultat, överlämnad som den var
åt en visserligen skicklig grupp yrkesarbetare, vilka
voro helt beroende av det individuella ögats
uppfattning av färgskalan.
Då man betänker, att årskostnaderna för
tillverkning av enbart de speciella verktyg, som erfordras
vid fabrikationen, såsom borrar, frasar, stansar,
fixtu-rer och måttsatser, uppgå till 6-siffrigt tal, är det
klart, att varje fel, som uppstår i värmebehandlingen,
medför avsevärda förluster för företaget.
Såsom ett drastiskt exempel härpå må omnämnas,
att en hejarstans, vägande 10 kg, vilken i tillverkning
kostade 200 kr., sprang sönder efter ett fåtal
hejar-slag. Ett taget Röntgen-fotografi av denna stans
samt av en dylik oanvänd avslöjade en mängd
sprickor i godset, vilka härrörde sig från en olämplig
värmebehandling av det använda stålmaterialet.
Resultatet av gjorda undersökningar blev det, att
H. V. A. år 1915 anskaffade sin första elektriskt
uppvärmda snabbstålshärdugn. De utomordentligt goda
resultat, som uppnåddes med denna första ugn,
föranledde ytterligare anskaffning av elektriska ugnar
för härdning, anlöpning, emaljering, lackering m. m.
Av tabell 1 framgår närmare den totala anslutningen
av elektriska ugnar, deras användningsområde och
arbetstemperatur.
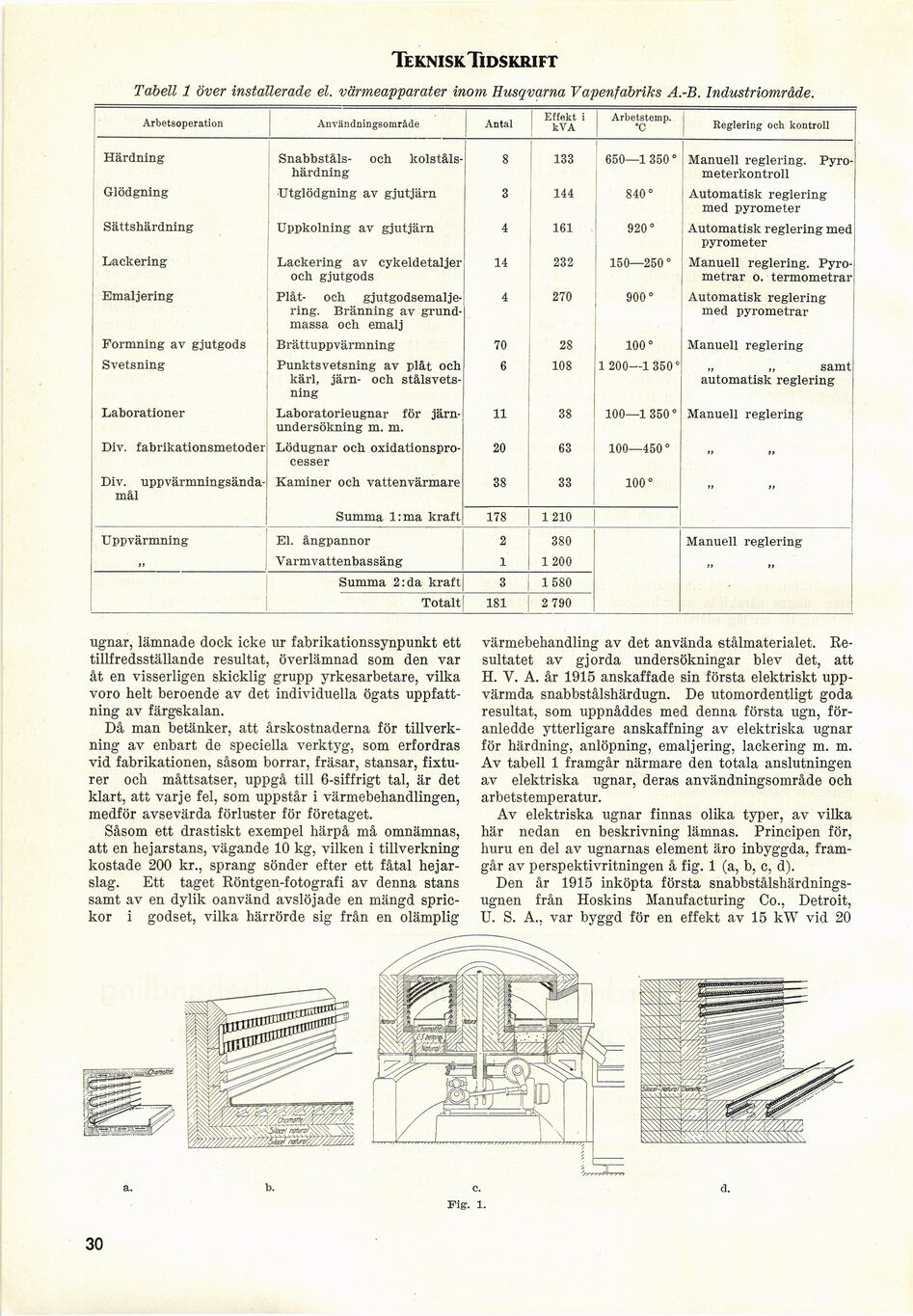
Av elektriska ugnar finnas olika typer, av vilka
här nedan en beskrivning lämnas. Principen för,
huru en del av ugnarnas element äro inbyggda,
framgår av perspektivritningen å fig. 1 (a, b, c, d).
Den år 1915 inköpta första
snabbstålshärdnings-ugnen från Hoskins Manufacturing Co., Detroit,
U. S. A., var byggd för en effekt av 15 kW vid 20
c.
Fig. 1.
30
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}