
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skeppsbyggnadskonst och Flygteknik
Det första iståndsättningsarbetet med hjälp av den
elektriska bågsvetsningen skedde på ett norskt
fartyg redan år 1904. Fartygets propeller reparerades
medelst påläggssvetsning under kontroll av
klassificeringssällskapet Veritas. Därefter följde olika
iståndsättningsarbeten, bl. a. på fartyg, som stött på
grund, varvid ofta plåtarna skadas och spanten
bockas eller brytas. I sådana fall kan man hjälpa
sig genom isvetsning av nya delar resp. plåtar.
Gäller det sprickor, kunna dessa ofta tätsvetsas utan
insättning av nya plåtar. Som exempel kan nämnas
reparationen av förstäven till den argentinska
kryssaren "Parana" år 1920.
Ett av de första ombyggnadsarbetena torde vara
en liten japansk ångare på 275 tons deplacement,
som omändrades till tankbåt genom att bl. a. nya
oljetäta skott och istället för det gamla trädäcket ett
nytt plåtdäck insvetsades med hjälp av elektrisk
bågsvetsning. Detta arbete utfördes år 1922.
Det första fullständigt svetsade fartyget byggdes i
England år 1920. England samt senare även Amerika
hava varit föregångslanden, då det gällt svetsning
av fartyg. Senare deltog Tyskland och nästan
samtidigt Sverige i den vidare utvecklingen, och man
torde kunna säga, att i våra dagar svetstekniken
inom varvsindustrien i Amerika, England och Sverige
ligger på samma nivå, medan Tyskland och
Frankrike ännu synas stå mitt i utvecklingen.
Något om svetsning av tankfartyg.
Speciellt lämpliga för fullständig svetsning äro de
stora tankfartygen. En tank har en inom de oljetäta
lastrummen parallell form och en regelbunden
skott-indelning på längden och bredden. Här hava vi icke
att göra med en i spets avtagande tvärsnittsform.
Fartyget är genom de längs- och tvärgående skotten
indelat i lika delar. Därför finnes också den
möjligheten att utforma dessa delar fullständigt lika och
framställa dem i större serier även vid byggandet av
endast ett fartyg.
Enligt en uppsats av Schmidt, Danzig, i
Zeitschrift Schiffbau 1938 har denna tankegång
följts på det amerikanska varvet Sun S h i
p-b u i 1 d i n g Co., Chester, Pa., då 3 tankfartyg på
vardera 18 500 tons deplacement byggdes. Måtten
voro: längd 159 m, bredd 21 m och höjd 12 m.
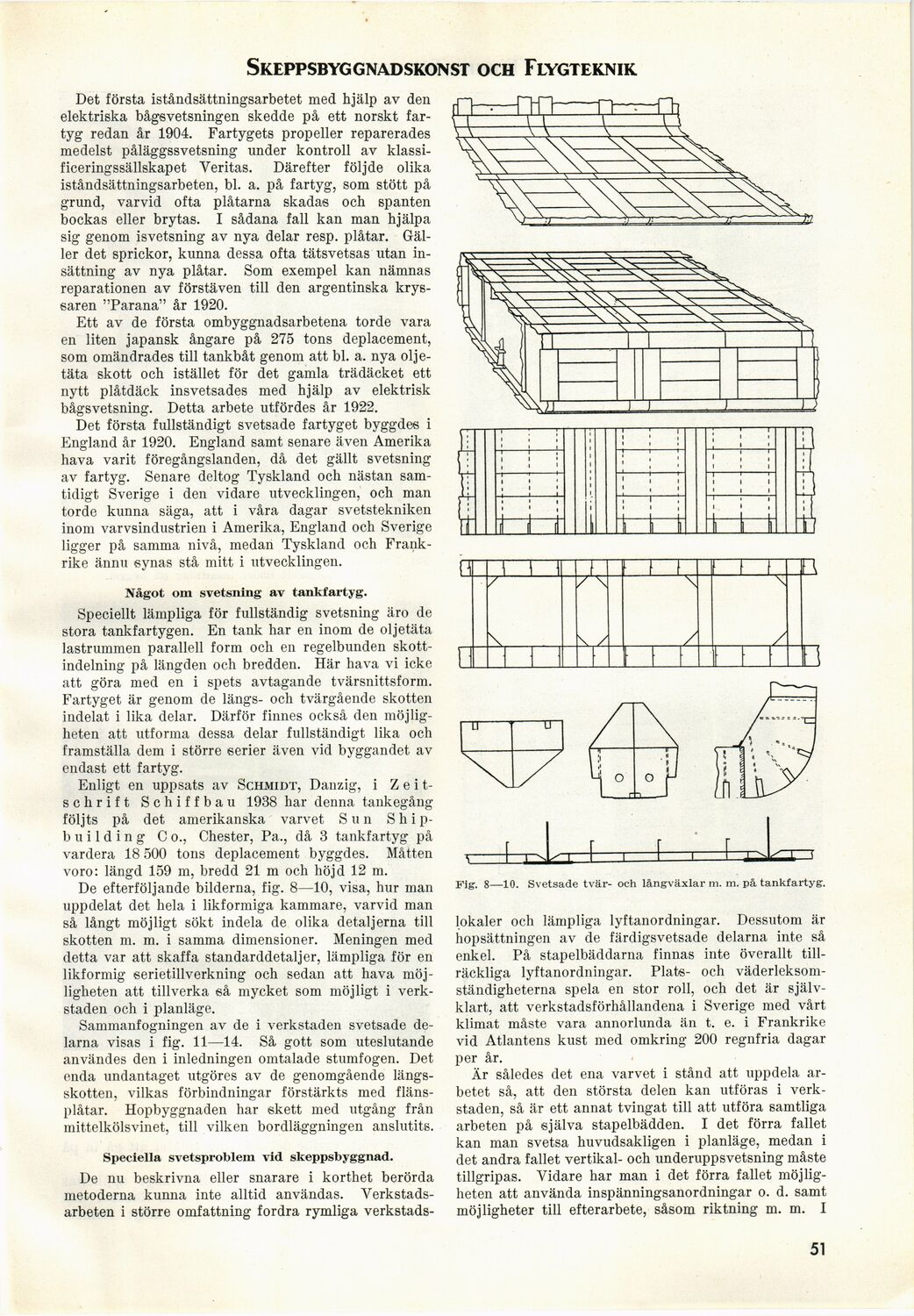
De efterföljande bilderna, fig. 8—10, visa, hur man
uppdelat det hela i likformiga kammare, varvid man
så långt möjligt sökt indela de olika detaljerna till
skotten m. m. i samma dimensioner. Meningen med
detta var att skaffa standarddetaljer, lämpliga för en
likformig serietillverkning och sedan att hava
möjligheten att tillverka så mycket som möjligt i
verkstaden och i planläge.
Sammanfogningen av de i verkstaden svetsade
delarna visas i fig. 11—14. Så gott som uteslutande
användes den i inledningen omtalade stumfogen. Det
enda undantaget utgöres av de genomgående
längs-skotten, vilkas förbindningar förstärkts med
flänsplåtar. Hopbyggnaden har skett med utgång från
mittelkölsvinet, till vilken bordläggningen anslutits.
Speciella svetsproblem vid skeppsbyggnad.
De nu beskrivna eller snarare i korthet berörda
metoderna kunna inte alltid användas.
Verkstadsarbeten i större omfattning fordra rymliga verkstads-
Fig. 8—10. Svetsade tvär- och långväxlar m. m. på tankfartyg.
lokaler och lämpliga lyftanordningar. Dessutom är
hopsättningen av de färdigsvetsade delarna inte så
enkel. På stapelbäddarna finnas inte överallt
tillräckliga lyftanordningar. Plats- och
väderleksomständigheterna spela en stor roll, och det är
självklart, att verkstadsförhållandena i Sverige med vårt
klimat måste vara annorlunda än t. e. i Frankrike
vid Atlantens kust med omkring 200 regnfria dagar
per år.
Är således det ena varvet i stånd att uppdela
arbetet så, att den största delen kan utföras i
verkstaden, så är ett annat tvingat till att utföra samtliga
arbeten på själva stapelbädden. I det förra fallet
kan man svetsa huvudsakligen i planläge, medan i
det andra fallet vertikal- och underuppsvetsning måste
tillgripas. Vidare har man i det förra fallet
möjligheten att använda inspänningsanordningar o. d. samt
möjligheter till efterarbete, såsom riktning m. m. I
51
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}