
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Ti dskrjft
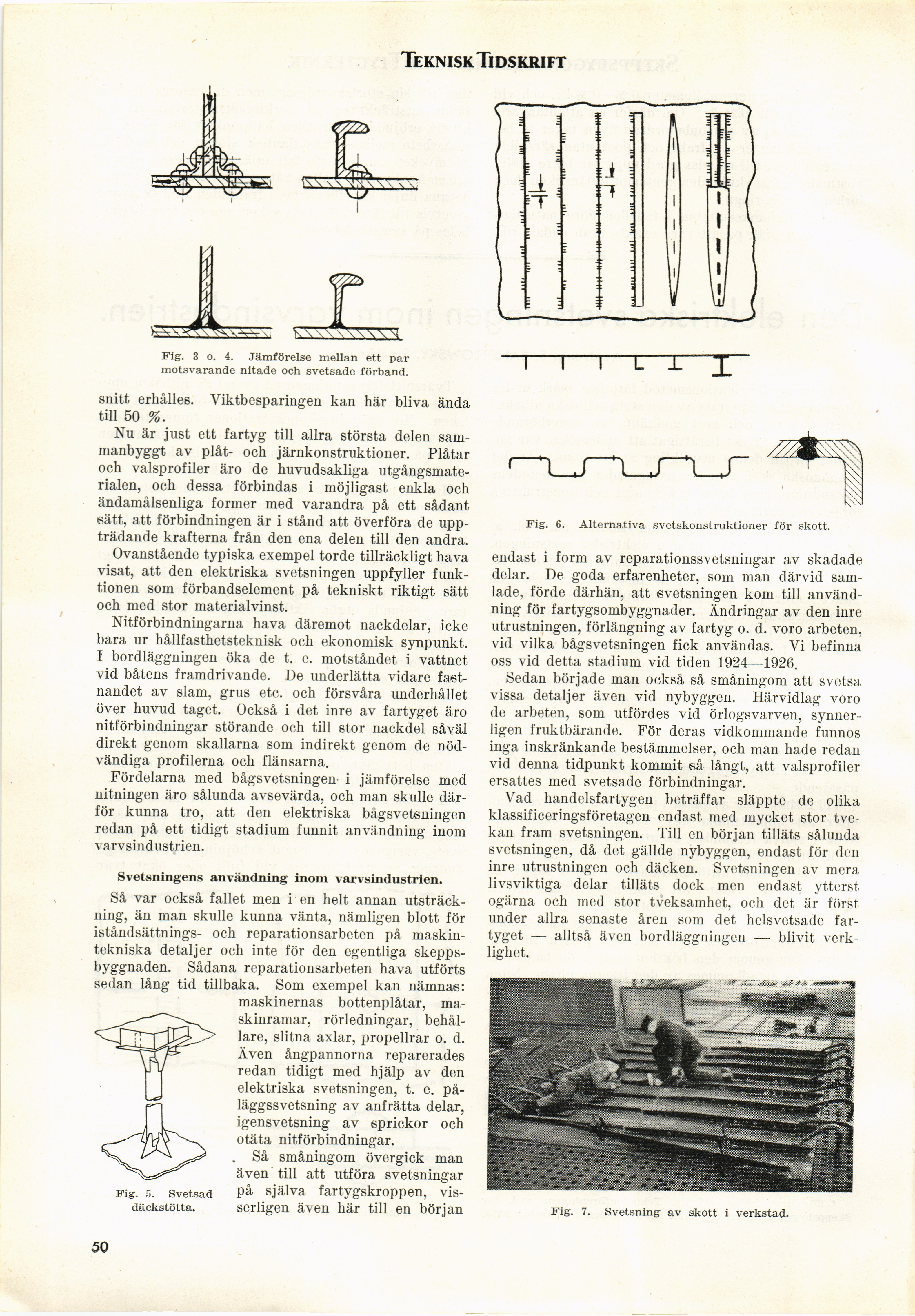
Fig. 3 o. 4. Jämförelse mellan ett par
motsvarande nitade och svetsade förband.
snitt erhålles. Yiktbesparingen kan här bliva ända
till 50 %.
Nu är just ett fartyg till allra största delen
sammanbyggt av plåt- och järnkonstruktioner. Plåtar
och valsprofiler äro de huvudsakliga
utgångsmaterialen, och dessa förbindas i möjligast enkla och
ändamålsenliga former med varandra på ett sådant
sätt, att förbindningen är i stånd att överföra de
uppträdande krafterna från den ena delen till den andra.
Ovanstående typiska exempel torde tillräckligt hava
visat, att den elektriska svetsningen uppfyller
funktionen som förbandselement på tekniskt riktigt sätt
och med stor materialvinst.
Nitförbindningarna hava däremot nackdelar, icke
bara ur hållfasthetsteknisk och ekonomisk synpunkt.
I bordläggningen öka de t. e. motståndet i vattnet
vid båtens framdrivande. De underlätta vidare
fastnandet av siam, grus etc. och försvåra underhållet
över huvud taget. Också i det inre av fartyget äro
nitförbindningar störande och till stor nackdel såväl
direkt genom skallarna som indirekt genom de
nödvändiga profilerna och flänsarna.
Fördelarna med bågsvetsningen i jämförelse med
nitningen äro sålunda avsevärda, och man skulle
därför kunna tro, att den elektriska bågsvetsningen
redan på ett tidigt stadium funnit användning inom
varvsindustrien.
Svetsningens användning inom varvsindustrien.
Så var också fallet men i en helt annan
utsträckning, än man skulle kunna vänta, nämligen blott för
iståndsättnings- och reparationsarbeten på
maskintekniska detaljer och inte för den egentliga
skeppsbyggnaden. Sådana reparationsarbeten hava utförts
sedan lång tid tillbaka. Som exempel kan nämnas:
maskinernas bottenplåtar,
maskinramar, rörledningar,
behållare, slitna axlar, propellrar o. d.
Även ångpannorna reparerades
redan tidigt med hjälp av den
elektriska svetsningen, t. e.
påläggssvetsning av anfrätta delar,
igensvetsning av sprickor och
otäta nitförbindningar.
. Så småningom övergick man
även till att utföra svetsningar
Fig. 5. Svetsad på själva fartygskroppen,
vis-däckstötta. serligen även här till en början
Fig. 6. Alternativa svetskonstruktioner för skott.
endast i form av reparationssvetsningar av skadade
delar. De goda erfarenheter, som man därvid
samlade, förde därhän, att svetsningen kom till
användning för fartygsombyggnader. Ändringar av den inre
utrustningen, förlängning av fartyg o. d. voro arbeten,
vid vilka bågsvetsningen fick användas. Yi befinna
oss vid detta stadium vid tidén 1924—1926.
Sedan började man också så småningom att svetsa
vissa detaljer även vid nybyggen. Härvidlag voro
de arbeten, som utfördes vid örlogsvarven,
synnerligen fruktbärande. För deras vidkommande funnos
inga inskränkande bestämmelser, och man hade redan
vid denna tidpunkt kommit så långt, att valsprofiler
ersattes med svetsade förbindningar.
Vad handelsfartygen beträffar släppte de olika
klassificeringsföretagen endast med mycket stor
tvekan fram svetsningen. Till en början tilläts sålunda
svetsningen, då det gällde nybyggen, endast för den
inre utrustningen och däcken. Svetsningen av mera
livsviktiga delar tilläts dock men endast ytterst
ogärna och med stor tveksamhet, och det är först
under allra senaste åren som det helsvetsade
fartyget — alltså även bordläggningen — blivit
verklighet.
Fig. 7. Svetsning av skott i verkstad.
50
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}