
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
SKEPPSBYGGNADSKONST och FLYGTEKNIK
Redaktör: NILS J. LJUNGZELL
HÄFTE 10 utgiven av svenska teknologföreningen 21 OKT. 1939
INNEHÅLL: Utvecklingstendenser inom skeppsbyggeriet, av dr James Montgomerie, jämte diskussion. —
Varv och verkstäder.
Utvecklingstendenser inom skeppsbyggeriet.
Av JAMES MONTGOMERIE, D. Sc., Chief Ship Surveyor to Lloyd’s Register of Shipping, London.
(Forts. fr. sid. 83.)
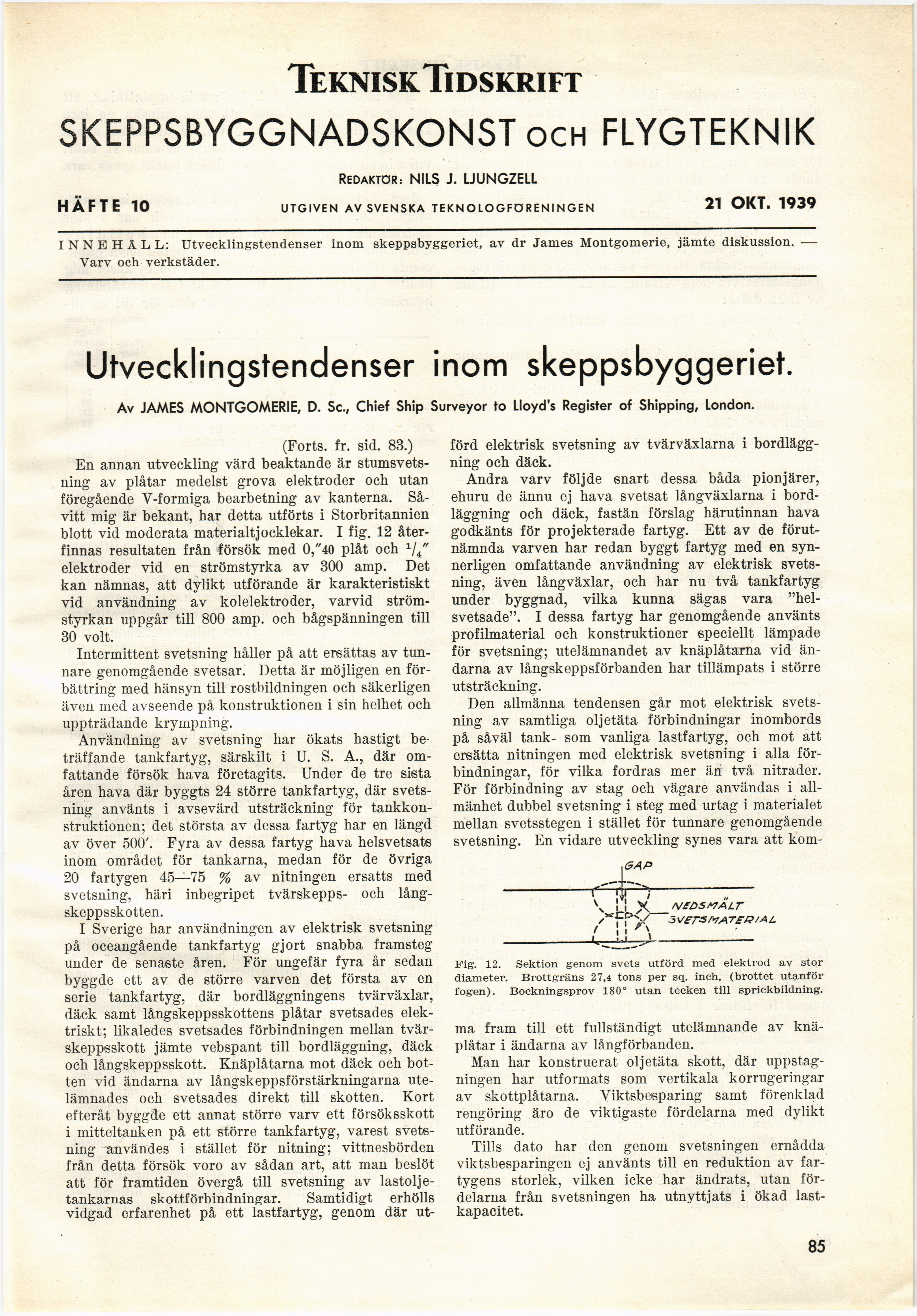
En annan utveckling värd beaktande är
stumsvetsning av plåtar medelst grova elektroder och utan
föregående Y-formiga bearbetning av kanterna.
Såvitt mig är bekant, har detta utförts i Storbritannien
blott vid moderata materialtjocklekar. I fig. 12
återfinnas resultaten från försök med 0,"40 plåt och 1/4"
elektroder vid en strömstyrka av 300 amp. Det
kan nämnas, att dylikt utförande är karakteristiskt
vid användning av kolelektroder, varvid
strömstyrkan uppgår till 800 amp. och bågspänningen till
30 voit.
Intermittent svetsning håller på att ersättas av
tunnare genomgående svetsar. Detta är möjligen en
förbättring med hänsyn till rostbildningen och säkerligen
även med avseende på konstruktionen i sin helhet och
uppträdande krympning.
Användning av svetsning har ökats hastigt
beträffande tankfartyg, särskilt i U. S. A., där
omfattande försök hava företagits. Under de tre sista
åren hava där byggts 24 större tankfartyg, där
svetsning använts i avsevärd utsträckning för
tankkonstruktionen; det största av dessa fartyg har en längd
av över 500’. Fyra av dessa fartyg hava helsvetsat^
inom området för tankarna, medan för de övriga
20 fartygen 45—75 % av nitningen ersatts med
svetsning, häri inbegripet tvärskepps- och
långskeppsskotten.
I Sverige har användningen av elektrisk svetsning
på oceangående tankfartyg gjort snabba framsteg
under de senaste åren. För ungefär fyra år sedan
byggde ett av de större varven det första av en
serie tankfartyg, där bordläggningens tvärväxlar,
däck samt långskeppsskottens plåtar svetsades
elektriskt; likaledes svetsades förbindningen mellan
tvär-skeppsskott jämte vebspant till bordläggning, däck
och långskeppsskott. Knäplåtarna mot däck och
botten vid ändarna av långskeppsförstärkningarna
utelämnades och svetsades direkt till skotten. Kort
efteråt byggde ett annat större varv ett försöksskott
i mitteltanken på ett större tankfartyg, varest
svetsning användes i stället för nitning; vittnesbörden
från detta försök voro av sådan art, att man beslöt
att för framtiden övergå till svetsning av
lastoljetankarnas skottförbindningar. Samtidigt erhölls
vidgad erfarenhet på ett lastfartyg, genom där ut-
förd elektrisk svetsning av tvärväxlarna i
bordläggning och däck.
Andra varv följde snart dessa båda pionjärer,
ehuru de ännu ej hava svetsat långväxlarna i
bordläggning och däck, fastän förslag härutinnan hava
godkänts för projekterade fartyg. Ett av de
förutnämnda varven har redan byggt fartyg med en
synnerligen omfattande användning av elektrisk
svetsning, även långväxlar, och har nu två tankfartyg
under byggnad, vilka kunna sägas vara
"helsvetsade". I dessa fartyg har genomgående använts
profilmaterial och konstruktioner speciellt lämpade
för svetsning; utelämnandet av knäplåtarna vid
ändarna av långskeppsförbanden har tillämpats i större
utsträckning.
Den allmänna tendensen går mot elektrisk
svetsning av samtliga oljetäta förbindningar inombords
på såväl tank- som vanliga lastfartyg, och mot att
ersätta nitningen med elektrisk svetsning i alla
förbindningar, för vilka fordras mer än två nitrader.
För förbindning av stag och vägare användas i
allmänhet dubbel svetsning i steg med urtag i materialet
mellan svetsstegen i stället för tunnare genomgående
svetsning. En vidare utveckling synes vara att kom-
gap
_L
11 v
!! A
■ ’_-X
_N£DSWALT
~S versrvA TEQ/A L
Fig. 12. Sektion genom svets utförd med elektrod av stor
diameter. Brottgräns 27,4 tons per sq. inch. (brottet utanför
fogen). Bockningsprov 180° utan tecken till sprickbildning.
ma fram till ett fullständigt utelämnande av
knä-plåtar i ändarna av långförbanden.
Man har konstruerat oljetäta skott, där
uppslagningen har utformats som vertikala korrugeringar
av skottplåtarna. Viktsbesparing samt förenklad
rengöring äro de viktigaste fördelarna med dylikt
utförande.
Tills dato har den genom svetsningen ernådda
viktsbesparingen ej använts till en reduktion av
fartygens storlek, vilken icke har ändrats, utan
fördelarna från svetsningen ha utnyttjats i ökad
lastkapacitet.
85
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}