
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Ti dskrjft
Svenska ingenjörer intaga en framskjuten
ställning i vad rör tillämpningen av elektrisk svetsning
av akterstävar och roder i modernt utförande. En
akterstäv, sammansatt av svetsade delar, godkändes
för första gången år 1934 för en svensk firma. Ett
annat varv har gått in för akterstäv och roder av
en speciell konstruktion, där roderstäven uppbygges
av svetsade plåtar. Det är ej ovanligt, att
akter-stävar konstrueras av plåt och profiler eller av smide
eller stålgjutgods i två eller flera delar, svetsade
tillsammans. Nedan lämnas en anvisning på
tillvägagångssättet vid hopsvetsning av akterstävar, utförda
av flera delar:
1. Svetsningen bör utföras samtidigt på stävens
båda sidor.
2. Modermaterialet skall hållas vid en temperatur
av 80°—100°C.
3. Anordningar skola vidtagas för att förhindra drag,
4. Under svetsningen skall tillses att stäven
bibehåller sin rätta form.
Som alternativ till punkt 1. må svetsningen
utföras omväxlande från ena och andra sidan, varvid
stäven vändes efter varje svetsning. Den färdiga
stäven skall glödgas.
Det är tydligt, att verkan och storleken av de inre
spänningarna kommer att tilldraga sig ökad
uppmärksamhet. Hittills har man såsom något odelat
ont accepterat förekomsten av kvarvarande inre
spänningar, vilka absolut borde undvikas. Det synes
emellertid nu inom vissa kretsar råda den
uppfattningen, att betydelsen av dessa spänningar skulle
hava överdrivits. Trots att ett enormt antal
undersökningar hava utförts på denna punkt, är blott
obetydligt känt om storleken av dessa spänningar i en
svetsad konstruktion eller huru deras inverkan
influeras av yttre belastningar. Undersökningar, som
utförts, äro orediga och lämna varandra motsägande
resultat, men trots detta hava de lett fram till vissa
fakta. Yi veta nu, vad som förorsakar dessa
kvarvarande inre spänningar, och hur de härleda från
olika svetsningsutföranden. I motsats till vad som
allmänt antages förekomma de, i vissa fall t. o. m.
i avsevärd utsträckning, även i fritt liggande plåtar.
Vi veta, att de variera med bredden av den
upphettade zonen — de äro större om denna zon är smal
och mindre om bredden ökas — att de variera med
svetsningstempot, strömstyrka och spänning, med
använd elektrodsort — klädd eller oklädd. Yad vi
inte veta är emellertid, vad som sker, när yttre
belastningar anbringas, i synnerhet när det rör ett
fartyg, där arten av huvudspänningarna ständigt
växlar i förhållande till svetsfogen. I detta
sammanhang hänvisas till det kända faktum, att inre
spänningar förefinnas i valsade profiler, att dylika
uppträda i fartyg och i andra konstruktioner, i material,
som har undergått såväl kall- som varmbearbetning
utan att detta medfört några ogynnsamma
konsekvenser. Det har påvisats, att en elastisk utjämning
sker, när de totala påkänningarna uppnå
sträckgränsen, vilket så gott som alltid inträffar vid
överdrivet höga belastningar. Hur böra
svetsningsingenjörerna rätt angripa detta problem?
De inre spänningarna förorsaka följande:
1. Lägre säkerhetsgrad.
2. Formförändringar.
3. Sprickbildning.
Med hänsyn till 2. och 3. är min uppfattning, att
det är av stor betydelse att söka minska de inre
kvarvarande spänningarna. Om så är fallet, synes
det mig onödigt att vidare beakta moment 1., enär,
vilka bevis som än må finnas, denna punkt synes vara
av mindre vikt än de övriga.
Den automatiska, elektriska
nedsmältningssvets-ningen har utvecklats i Amerika och har i stor
utsträckning använts vid Sun Shipbuilding
C o. Detaljerna i denna svetsningsmetod hava
publicerats ett flertal gånger, varför jag nu ej anser mig
behöva upprepa dem. Metoden är i sin användning
begränsad till plana ytor, varför den för till en ut-
UPPHSTTAÖ
ZÖA/
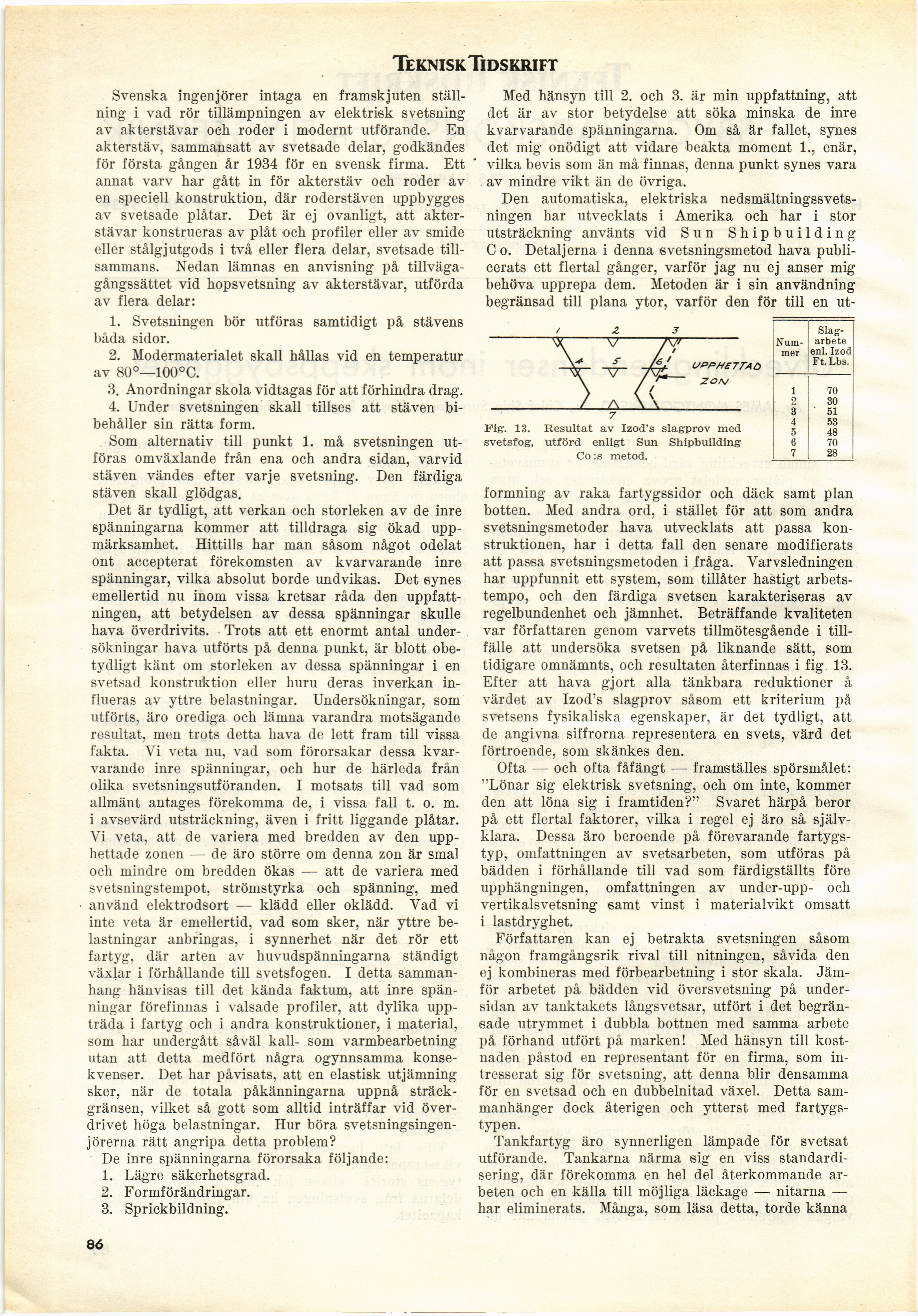
Fig. 13. Resultat av Izod’s slagprov med
svetsfog, utförd enligt Sun Shipbuilding
Co :s metod.
Slag-
Num- arbete
mer enl. Izod
Ft. Lbs.
1 70
2 30
3 ’ 51
4 53
5 48
6 70
7 28
formning av raka fartygssidor och däck samt plan
botten. Med andra ord, i stället för att som andra
svetsningsmetoder hava utvecklats att passa
konstruktionen, har i detta fall den senare modifierats
att passa svetsningsmetoden i fråga. Yarvsledningen
har uppfunnit ett system, som tillåter hastigt
arbetstempo, och den färdiga svetsen karakteriseras av
regelbundenhet och jämnhet. Beträffande kvaliteten
var författaren genom varvets tillmötesgående i
tillfälle att undersöka svetsen på liknande sätt, som
tidigare omnämnts, och resultaten återfinnas i fig 13.
Efter att hava gjort alla tänkbara reduktioner å
värdet av Izod’s slagprov såsom ett kriterium på
svetsens fysikaliska egenskaper, är det tydligt, att
de angivna siffrorna representera en svets, värd det
förtroende, som skänkes den.
Ofta — och ofta fåfängt —- framställes spörsmålet:
"Lönar sig elektrisk svetsning, och om inte, kommer
den att löna sig i framtiden?" Svaret härpå beror
på ett flertal faktorer, vilka i regel ej äro så
självklara. Dessa äro beroende på förevarande
fartygstyp, omfattningen av svetsarbeten, som utföras på
bädden i förhållande till vad som färdigställts före
upphängningen, omfattningen av under-upp- och
vertikalsvetsning samt vinst i materialvikt omsatt
i lastdryghet.
Författaren kan ej betrakta svetsningen såsom
någon framgångsrik rival till nitningen, såvida den
ej kombineras med förbearbetning i stor skala.
Jämför arbetet på bädden vid översvetsning på
undersidan av tanktakets långsvetsar, utfört i det
begränsade utrymmet i dubbla bottnen med samma arbete
på förhand utfört på marken! Med hänsyn till
kostnaden påstod en representant för en firma, som
intresserat sig för svetsning, att denna blir densamma
för en svetsad och en dubbelnitad växel. Detta
sammanhänger dock återigen och ytterst med
fartygstypen.
Tankfartyg äro synnerligen lämpade för svetsat
utförande. Tankarna närma sig en viss
standardisering, där förekomma en hel del återkommande
arbeten och en källa till möjliga läckage — nitarna —
har eliminerats. Många, som läsa detta, torde känna
86
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}