
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Av samlingsbultar finnes en speciell utföringsform,
som kallas kilbultar. Dessa äro försedda med gänga
och mutter i ena änden och med ett kilspår med
passande kil i andra änden. Vid samlingen gängas
muttern till ungefär riktigt läge, varefter materialet
drages ihop genom att kilen slås in.
En regel, som detalj eringsingenjörerna noga
tillhållas att ha i minne, är att detaljerna måste
uppritas, så att ingen eller ett absolut minimum av
nitning erfordras, förrän varje skeppningsdel är
fullständigt samlad. Syndas häremot kunna avsevärda
extra
tillverkningskostnader uppstå på grund
av extra förflyttningar
och extra nitningsopera-
tioner.
Nithål, som stansas
till understorlek och
uppbrotschas, skola
enligt bestämmelserna
vanligen utstansas med 4
mm mindre diameter än niten. Uppbrotschningen
utföres då med treskäriga spiralbrotschar av 1 mm
större diameter än niten. En sådan brotsch skär i
spetsen och ger samma längdaxel åt hela nithålet
som det översta stanshålet har. Vid upprensning
av nithål, som stansats till full storlek, användas
svagt koniska brotschar med 5 raka skär, vilka skära
längs brotschsidytan och ge ett något koniskt nithål,
vars längdaxel utgör ett medium av alla stanshålens
längdaxlar.
Bestämmelserna fordra i regel, att
huvudfältförbindningarna skola brotschas, antingen sedan
förbindningarna temporärt monterats i verkstaden eller
genom stålmallar. Stålmallar tillverkas av 10 mm plåt,
i vilka nithålen exakt lokaliserats genom inborrade
löstagbara 25 mm långa bussningar (fig. 12).
Buss-ningarna äro av hårt stål för att de ej skola nötas av
brotscharna. Stålmallarna fastbultat på
förbindningarna i sitt exakta läge, varefter brotschning utföres
med spetsskärande brotsch, som ansättes genom
buss-ningarna i mallen.
För att erhålla en billig nitning tillses vid
detalj-ritningarnas utförande att nitdiametern är så stor som
är praktiskt möjligt, att inga onödiga nitar insättas
och att tillräckligt utrymme för bekväm nitning
finnes.
Nitar i liven på balkar och pelare nitas i stationära
hydrauliska nitmaskiner. I princip består en sådan
av en ca 3 m hög hästskoformad ram, som är rörlig
vertikalt och som har skänklarna uppåt.
Nitstansarna mellan skänklarnas spetsar pressas tillsammans
med hydrauliska pressar av ca 100 tons styrka. Genom
höjning och sänkning av maskinen kunna alla
horisontala nitar i en vertikal rad nitas. Balken eller
pelaren, som skall nitas, vilar på en vagn på ömse sidor
om maskinen. Vagnen förflyttas horisontellt
vinkelrätt igenom maskinens ram. Bägge rörelserna samt
nitningen kontrolleras hydrauliskt av nitaren, som
står på en plattform på ramens ena skänkel. Tre man:
nitare, hjälpare och nitvärmare kunna med en
hydraulisk nitmaskin nita ända upp till 500 nitar i
timmen.
Flänsar nitas med pneumatiska eller hydrauliska
bygelnitmaskiner. Dessa äro flyttbara och hänga
vanligen i en liten blockvagn, så att alla nitlägen
Fig. 12. Stålmall.
kunna åtkommas. Vid nitningen pressas nitstansarna
tillsammans med en kraft av omkring 50 ton.
För nitar, som nitas genom pressning med
hydrauliska nitmaskiner eller med pneumatiska
bygelmaskiner, tillåta många av de amerikanska
järnbestämmelserna högre påkänningar än för
pressluft-hamrade nitar, beroende på det avsevärt mycket
bättre och likformigare utförandet av nitarna.
Trots att partierna intill stanshållarna i nu nämnda
nitmaskiner göras så små som möjligt, finnas i alla
stålkonstruktioner alltid verkstadsnitar, som icke
kunna nitas med pressnitmaskiner. Dessa nitar måste
trots det sämre och dyrbarare resultatet nitas med
pneumatiska nithammare och mothåll av hos oss
vanliga typer. På mycket trånga ställen användas
vanliga mothållsjärn.
Detaljritningarna utarbetas med tanke på att så
många nitar som möjligt skola kunna nitas med
pressnitmaskiner. De fordringar på nitavstånd m. m.,
som måste iakttagas härför, meddelas
detaljerings-ingenjörerna genom särskilda instruktioner. Givetvis
måste detalj eringsingenjörerna även tillse, att
konstruktionen över huvud taget är nitningsbar, vilket
ingalunda alltid är så självklart, att icke misstag
härutinnan kunna uppkomma.
Bearbetning. Temporärt montage.
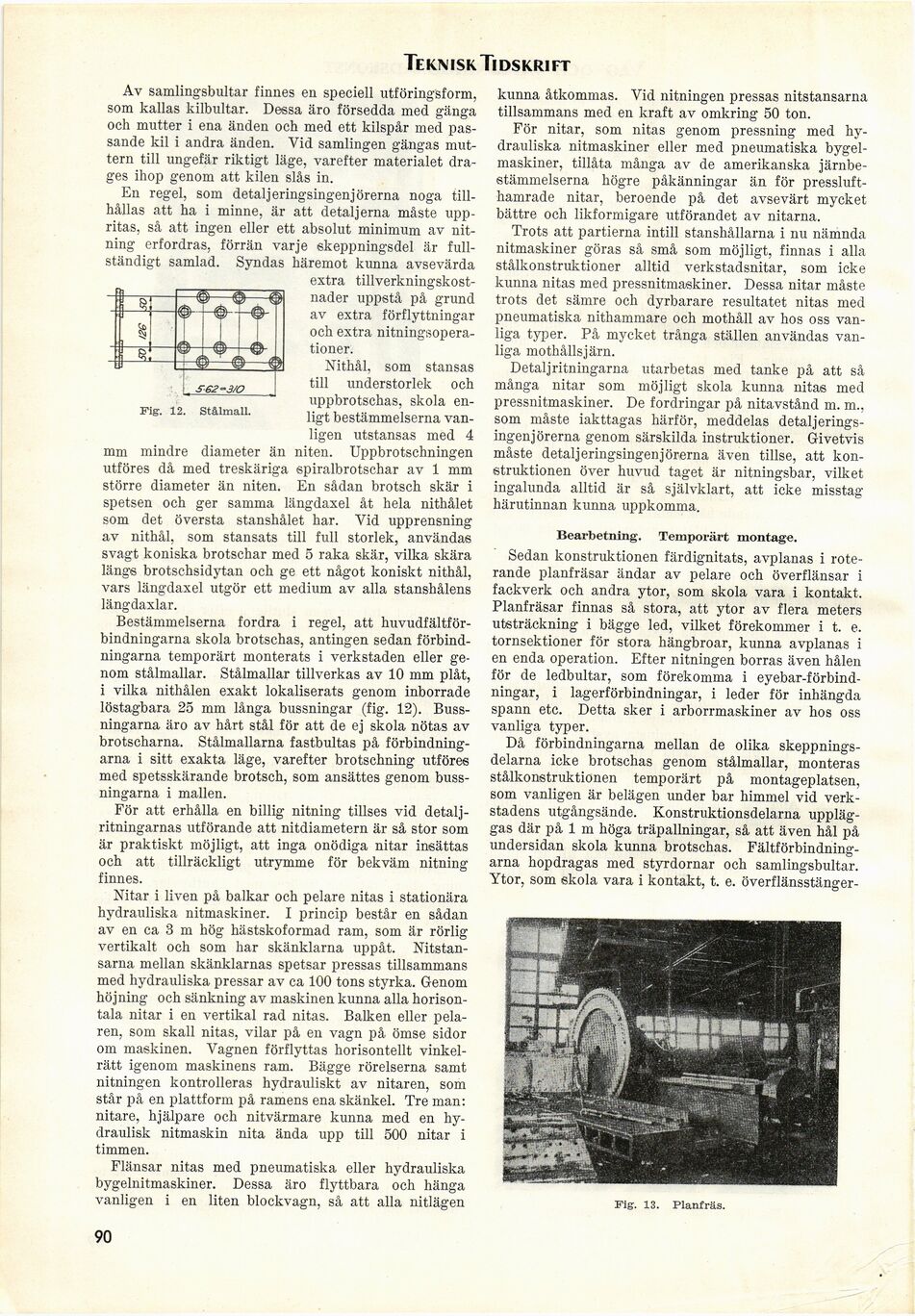
Sedan konstruktionen färdignitats, avplanas i
roterande planfräsar ändar av pelare och överflänsar i
fackverk och andra ytor, som skola vara i kontakt.
Planfräsar finnas så stora, att ytor av flera meters
utsträckning i bägge led, vilket förekommer i t. e.
tornsektioner för stora hängbroar, kunna avplanas i
en enda operation. Efter nitningen borras även hålen
för de ledbultar, som förekomma i
eyebar-förbind-ningar, i lagerförbindningar, i leder för inhängda
spann etc. Detta sker i arborrmaskiner av hos oss
vanliga typer.
Då förbindningarna mellan de olika
skeppnings-delarna icke brotschas genom stålmallar, monteras
stålkonstruktionen temporärt på montageplatsen,
som vanligen är belägen under bar himmel vid
verkstadens utgångsände. Konstruktionsdelarna
uppläggas där på 1 m höga träpallningar, så att även hål på
undersidan skola kunna brotschas.
Fältförbindningarna hopdragas med styrdornar och samlingsbultar.
Ytor, som skola vara i kontakt, t. e. överflänsstänger-
Fig-. 13. Planfräs.
90
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}