
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skeppsbyggnadskonst och Flygteknik
De tre sistnämnda ämnena äro valfria, och
motsvarande tid kan av eleven vid bortval få användas till
förkovran i andra ämnesgrupper.
Curtiss Wright Technical Institute fordrar inte
någon föregående praktik hos de elever, som antagas.
Även om undervisningssystemet är mycket effektivt,
kan man emellertid ifrågasätta om dessa
koncentrerade utbildningsprogram kunna lämna ett
mekanikermaterial, som utan fortsatt praktisk undervisning kan
tagas i anspråk för det ansvarsfulla värv, som är målet
för deras utbildning.
Motorer.
Cylindrar och kolvar.
Vid översynen sandblästras cylindrar i
kompressionsrum och i in- och avgaskanal. Förutom den
snabba arbetsproceduren vinner man också fördelen
att lättare kunna kontrollera cylinderhuvudet med
hänsyn till eventuella sprickor. U. A. L. har funnit
sprickor vid bussningarna för tändstiften i
SB3-cylind-rarna. U. A. L. sandblästrar dessutom cylindrarna
utvändigt, varför desamma sålunda måste lackeras om
efter varje översyn. A. A. lackar om cylindrar först
då lackytan börjar skala av. En cylinder (Wright
G-102) visade ännu efter 2 800 tim. så god lackering,
att omlackering ej behövde verkställas.
Förutom den under "Kontroll av motordelar"
omnämnda "Magna-Flux" provningen (fig. 11) av
cylindrarnas stålmantel förekommer även tryckprovning för
att fastställa eventuella sprickor eller porositet i
cylinderhuvudet. Vid A. A. tryckprovas cylindrarna
hydrauliskt under ett tryck av 175 kg/cm2 (2 500
lbs/sq.in.).
Kolvarnas mantelyta och ringspår putsas med
roterande stålborste. Kolven behandlas därefter med
"Penetrol" under 8 tim. Kolvens topp samt insidan
av kolven sandblästras. Kolvringarna lappas in i
cylindrarna, och för detta ändamål användas speciellt
konstruerade lappningsmaskiner. U. A. L. använder
en egen konstruktion (fig. 12).
U. A. L. cylindrar SiHj-G (PWA) fordra
omborr-ning efter ca 2 500 timmar. Av säkerhetsskäl har man
inte vågat borra om cylindrar tillhörande de
högkom-primerade PWA-motorerna Twin Wasp SB-G.
Ventiler.
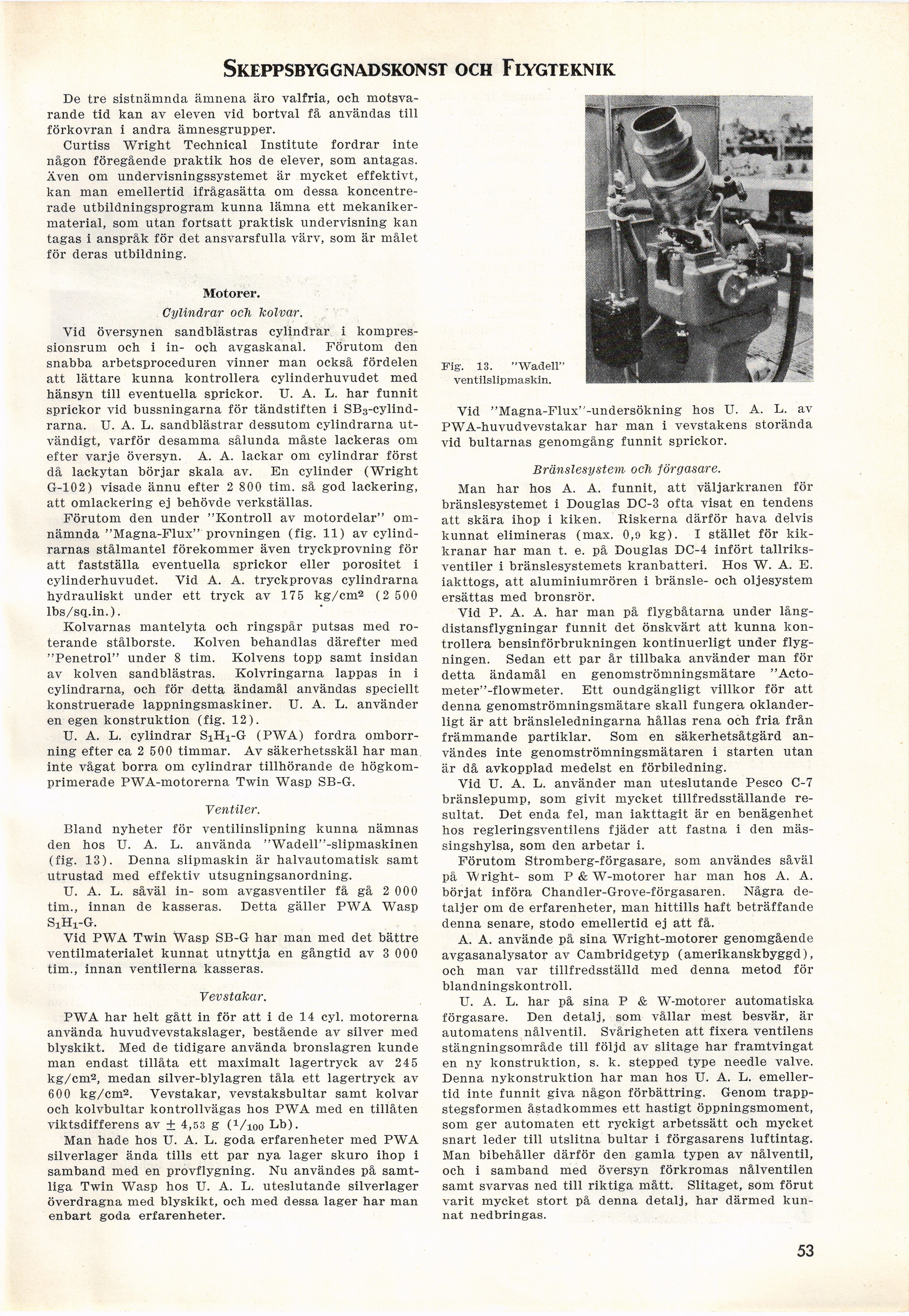
Bland nyheter för ventilinslipning kunna nämnas
den hos U. A. L. använda "Wadell"-slipmaskinen
(fig. 13). Denna slipmaskin är halvautomatisk samt
utrustad med effektiv utsugningsanordning.
U. A. L. såväl in- som avgasventiler få gå 2 000
tim., innan de kasseras. Detta gäller PWA Wasp
SjHi-G.
Vid PWA Twin Wasp SB-G har man med det bättre
ventilmaterialet kunnat utnyttja en gångtid av 3 000
tim., innan ventilerna kasseras.
Vevstakar.
PWA har helt gått in för att i de 14 cyl. motorerna
använda huvudvevstakslager, bestående av silver med
blyskikt. Med de tidigare använda bronslagren kunde
man endast tillåta ett maximalt lagertryck av 245
kg/cm2, medan silver-blylagren tåla ett lagertryck av
600 kg/cm2. Vevstakar, vevstaksbultar samt kolvar
och kolvbultar kontrollvägas hos PWA med en tillåten
viktsdifferens av + 4,53 g (Vioo Lb).
Man hade hos U. A. L. goda erfarenheter med PWA
silverlager ända tills ett par nya lager skuro ihop i
samband med en provflygning. Nu användes på
samtliga Twin Wasp hos U. A. L. uteslutande silverlager
överdragna med blyskikt, och med dessa lager har man
enbart goda erfarenheter.
Fig. 13. "Wadell"
ventilslipmaskin.
Vid "Magna-Flux"-undersökning hos U. A. L. av
PWA-huvudvevstakar har man i vevstakens storända
vid bultarnas genomgång funnit sprickor.
Bränslesystem och förgasare.
Man har hos A. A. funnit, att väljarkranen för
bränslesystemet i Douglas DC-3 ofta visat en tendens
att skära ihop i kiken. Riskerna därför hava delvis
kunnat elimineras (max. 0,9 kg). I stället för
kik-kranar har man t. e. på Douglas DC-4 infört
tallriksventiler i bränslesystemets kranbatteri. Hos W. A. E.
iakttogs, att aluminiumrören i bränsle- och oljesystem
ersättas med bronsrör.
Vid P. A. A. har man på flygbåtarna under
lång-distansflygningar funnit det önskvärt att kunna
kontrollera bensinförbrukningen kontinuerligt under
flygningen. Sedan ett par år tillbaka använder man för
detta ändamål en genomströmningsmätare
"Acto-meter"-flowmeter. Ett oundgängligt villkor för att
denna genomströmningsmätare skall fungera
oklanderligt är att bränsleledningarna hållas rena och fria från
främmande partiklar. Som en säkerhetsåtgärd
användes inte genomströmningsmätaren i starten utan
är då avkopplad medelst en förbiledning.
Vid U. A. L. använder man uteslutande Pesco C-7
bränslepump, som givit mycket tillfredsställande
resultat. Det enda fel, man iakttagit är en benägenhet
hos regleringsventilens fjäder att fastna i den
mässingshylsa, som den arbetar i.
Förutom Strömberg-förgasare, som användes såväl
på Wright- som P & W-motorer har man hos A. A.
börjat införa Chandler-Grove-förgasaren. Några
detaljer om de erfarenheter, man hittills haft beträffande
denna senare, stodo emellertid ej att få.
A. A. använde pä sina Wright-motorer genomgående
avgasanalysator av Cambridgetyp (amerikanskbyggd),
och man var tillfredsställd med denna metod för
blandningskontroll.
U. A. L. har på sina P & W-motorer automatiska
förgasare. Den detalj, som vållar mest besvär, är
automatens nålventil. Svårigheten att fixera ventilens
stängningsområde till följd av slitage har framtvingat
en ny konstruktion, s. k. stepped type needle valve.
Denna nykonstruktion har man hos U. A. L.
emellertid inte funnit giva någon förbättring. Genom
trappstegsformen åstadkommes ett hastigt öppningsmoment,
som ger automaten ett ryckigt arbetssätt och mycket
snart leder till utslitna bultar i förgasarens luftintag.
Man bibehåller därför den gamla typen av nålventil,
och i samband med översyn förkromas nålventilen
samt svarvas ned till riktiga mått. Slitaget, som förut
varit mycket stort på denna detalj, har därmed
kunnat nedbringas.
53
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}