
Full resolution (JPEG) - On this page / på denna sida - Häfte 4. 25 jan. 1941 - En ny rationell gassvetsmetod, djupsvetsning, av A. R. Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
16 /<? SO/rn
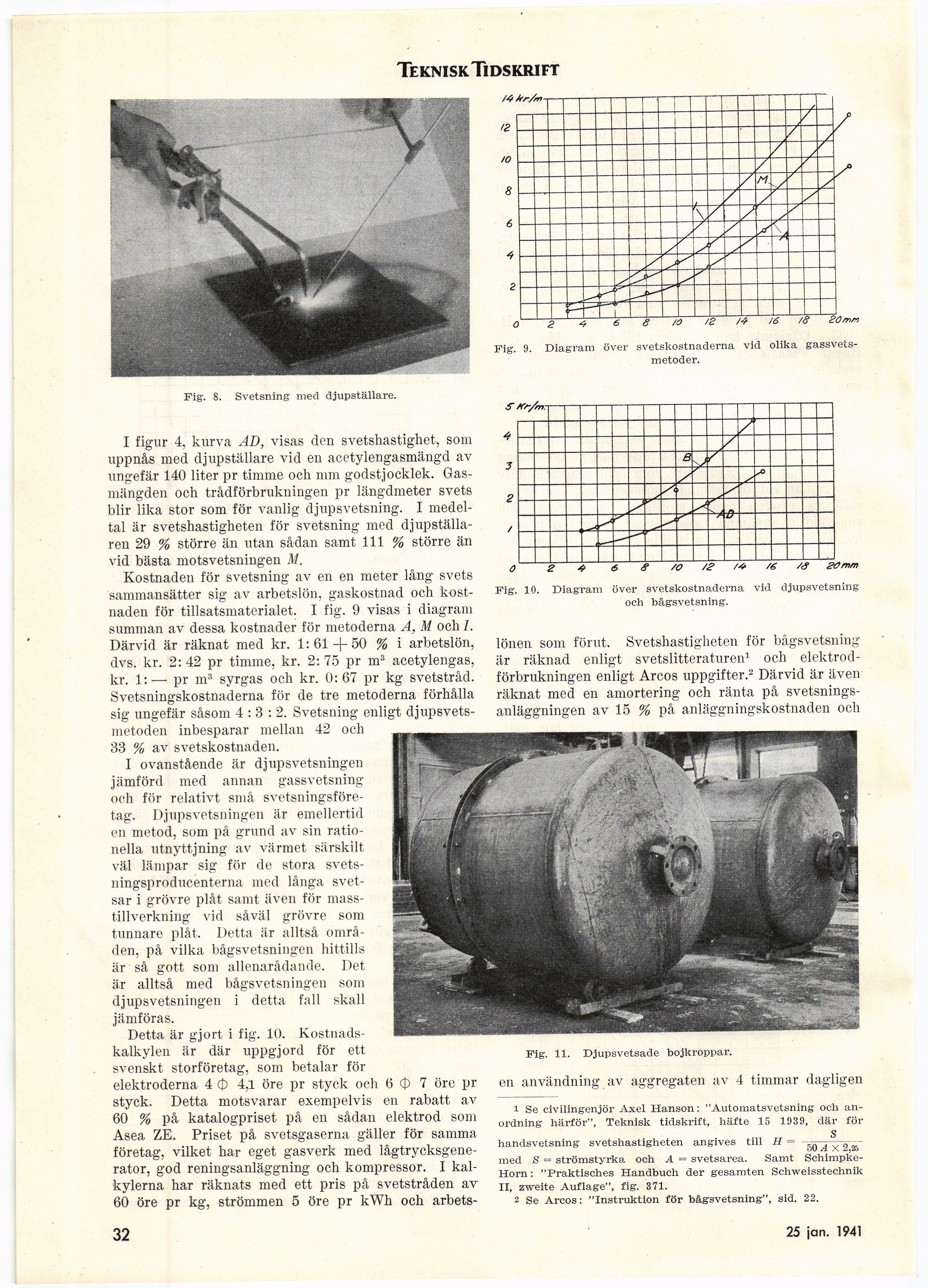
Fig. 9. Diagram över svetskostnaderna vid olika
gassvetsmetoder.
Fig. 8. Svetsning med djupställare.
I figur 4, kurva AD, visas clcn svetshastighet, som
uppnås med djupställare vid en acetylengasmängd av
ungefär 140 liter pr timme och mm godstjocklek.
Gas-mängden och trådförbrukningen pr längdmeter svets
blir lika stor som för vanlig djupsvetsning. I
medeltal är svetshastigheten för svetsning med
djupställa-ren 29 % större än utan sådan samt 111 % större än
vid bästa motsvetsningen M.
Kostnaden för svetsning av en en meter lång svets
sammansätter sig av arbetslön, gaskostnad och
kostnaden för tillsatsmaterialet. I fig. 9 visas i diagram
summan av dessa kostnader för metoderna A, M och /.
Därvid är räknat med kr. 1:61+50 % i arbetslön,
dvs. kr. 2: 42 pr timme, kr. 2: 75 pr m3 acetylengas,
kr. 1:— pr m3 syrgas och kr. 0:67 pr kg svetstråd.
Svetsningskostnaderna för de tre metoderna förhålla
sig ungefär såsom 4:3:2. Svetsning enligt
djupsvetsmetoden inbesparar mellan 42 och
33 % av svetskostnaden.
I ovanstående är djupsvetsningen
jämförd med annan gassvetsning
och för relativt små
svetsningsföretag. Djupsvetsningen är emellertid
en metod, som på grund av sin
rationella utnyttjning av värmet särskilt
väl lämpar sig för de stora
svetsningsproducenterna med långa
svetsar i grövre plåt samt även för
masstillverkning vid såväl grövre som
tunnare plåt. Detta är alltså
områden, på vilka bågsvetsningen hittills
är så gott som allenarådande. Det
är alltså med bågsvetsningen som
djupsvetsningen i detta fall skall
jämföras.
Detta är gjort i fig. 10.
Kostnadskalkylen är där uppgjord för ett
svenskt storföretag, som betalar för
elektroderna 4 0 4,1 öre pr styck och 6 0 7 öre pr
styck. Detta motsvarar exempelvis en rabatt av
60 % på katalogpriset på en sådan elektrod som
Asea ZE. Priset på svetsgaserna gäller för samma
företag, vilket har eget gasverk med
lågtrycksgenerator, god reningsanläggning och kompressor. I
kalkylerna har räknats med ett pris på svetstråden av
60 öre pr kg, strömmen 5 öre pr kWh och arbets-
Fig. 10. Diagram över svetskostnaderna vid djupsvetsning
och bågsvetsning.
lönen som förut. Svetshastigheten för bågsvetsning
är räknad enligt svetslitteraturen1 och
elektrodförbrukningen enligt Arcos uppgifter.2 Därvid är även
räknat med en amortering och ränta på
svetsnings-anläggningen av 15 % på anläggningskostnaden och
HHMMMI
Fig. 11. Djupsvetsade bojkroppar.
en användning av aggregaten av 4 timmar dagligen
1 Se civilingenjör Axel Hanson: "Automatsvetsning och
anordning härför", Teknisk tidskrift, häfte 15 1939, där för
g
handsvetsning svetshastigheten angives till II - , —
50 A X 2,25
med S = strömstyrka och A = svetsarea. Samt
Schimpke-Horn: "Praktisches Handbuch der gesamten Schweisstechnik
II, zweite Auflage", fig. 371.
2 Se Arcos: "Instruktion för bågsvetsning", sid. 22.
32
18 jan. 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}