
Full resolution (JPEG) - On this page / på denna sida - Häfte 4. 25 jan. 1941 - En ny rationell gassvetsmetod, djupsvetsning, av A. R. Gunnert

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Fig. 12. Djupsvetsning av gasackumulator.
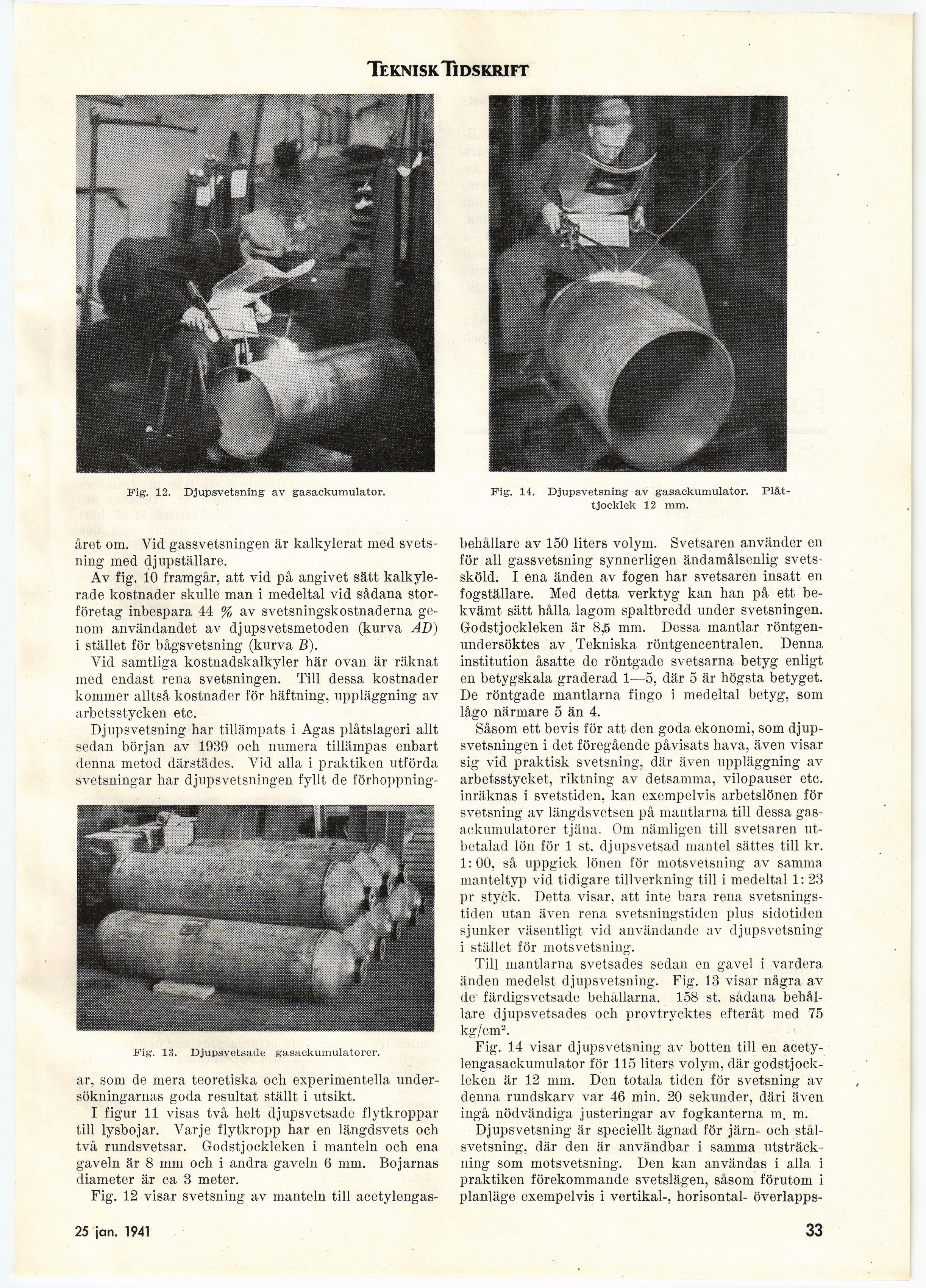
Fig. 14.
Djupsvetsning av gasackumulator.
Plåttjocklek 12 mm.
året om. Vid gassvetsningen är kalkylerat med
svetsning med djup stallare.
Av fig. 10 framgår, att vid på angivet sätt
kalkylerade kostnader skulle man i medeltal vid sådana
storföretag inbespara 44 % av svetsningskostnaderna
genom användandet av djupsvetsmetoden (kurva AD)
i stället för bågsvetsning (kurva B).
Vid samtliga kostnadskalkyler här ovan är räknat
med endast rena svetsningen. Till dessa kostnader
kommer alltså kostnader för häftning, uppläggning av
arbetsstycken etc.
Djupsvetsning har tillämpats i Agas plåtslageri allt
sedan början av 1939 och numera tillämpas enbart
denna metod därstädes. Vid alla i praktiken utförda
svetsningar har djupsvetsningen fyllt de förhoppning-
Fig. 13. Djupsvetsacle gasackumulatorer.
ar, som de mera teoretiska och experimentella
undersökningarnas goda resultat ställt i utsikt.
I figur 11 visas två helt djupsvetsade flytkroppar
till lysbojar. Varje flytkropp har en längdsvets och
två rundsvetsar. Godstjockleken i manteln och ena
gaveln är 8 mm och i andra gaveln 6 mm. Bojarnas
diameter är ca 3 meter.
Fig. 12 visar svetsning av manteln till acetylengas-
behållare av 150 liters volym. Svetsaren använder en
för all gassvetsning synnerligen ändamålsenlig
svets-sköld. I ena änden av fogen har svetsaren insatt en
fogställare. Med detta verktyg kan han på ett
bekvämt sätt hålla lagom spaltbredd under svetsningen.
Godstjockleken är 8,15 mm. Dessa mantlar
röntgen-undersöktes av , Tekniska röntgencentralen. Denna
institution åsatte de röntgade svetsarna betyg enligt
en betygskala graderad 1—5, där 5 är högsta betyget.
De röntgade mantlarna fingo i medeltal betyg, som
lågo närmare 5 än 4.
Såsom ett bevis för att den goda ekonomi, som
djupsvetsningen i det föregående påvisats hava, även visar
sig vid praktisk svetsning, där även uppläggning av
arbetsstycket, riktning av detsamma, vilopauser etc.
inräknas i svetstiden, kan exempelvis arbetslönen för
svetsning av längdsvetsen på mantlarna till dessa
gasackumulatorer tjäna. Om nämligen till svetsaren
utbetalad lön för 1 st. djupsvetsad mantel sättes till kr.
1:00, så uppgick lönen för motsvetsning av samma
manteltyp vid tidigare tillverkning till i medeltal 1: 23
pr styck. Detta visar, att inte bara rena
svetsnings-tiden utan även rena svetsningstiden pius sidotiden
sjunker väsentligt vid användande av djupsvetsning
i stället för motsvetsning.
Till mantlarna svetsades sedan en gavel i vardera
änden medelst djupsvetsning. Fig. 13 visar några av
de färdigsvetsade behållarna. 158 st. sådana
behållare djupsvetsades och provtrycktes efteråt med 75
kg/cm2.
Fig. 14 visar djupsvetsning av botten till en
acety-lengasackumulator för 115 liters volym, där
godstjockleken är 12 mm. Den totala tiden för svetsning av
denna rundskarv var 46 min. 20 sekunder, däri även
ingå nödvändiga justeringar av fogkanterna m. m.
Djupsvetsning är speciellt ägnad för järn- och
stålsvetsning, där den är användbar i samma
utsträckning som motsvetsning. Den kan användas i alla i
praktiken förekommande svetslägen, såsom förutom i
planläge exempelvis i vertikal-, horisontal- överlapps-
25 jan. 1941
33
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}