
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 24 mars 1941 Bränsle- och transportproblem i kristid - Några problem vid gengasdrift: Värmebeständiga och rostfria järnlegeringar för gengasaggregat, av Curt Ericsson - Några synpunkter på användandet av keramiskt material i eldhärden på gengasaggregat, av Christer Enberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
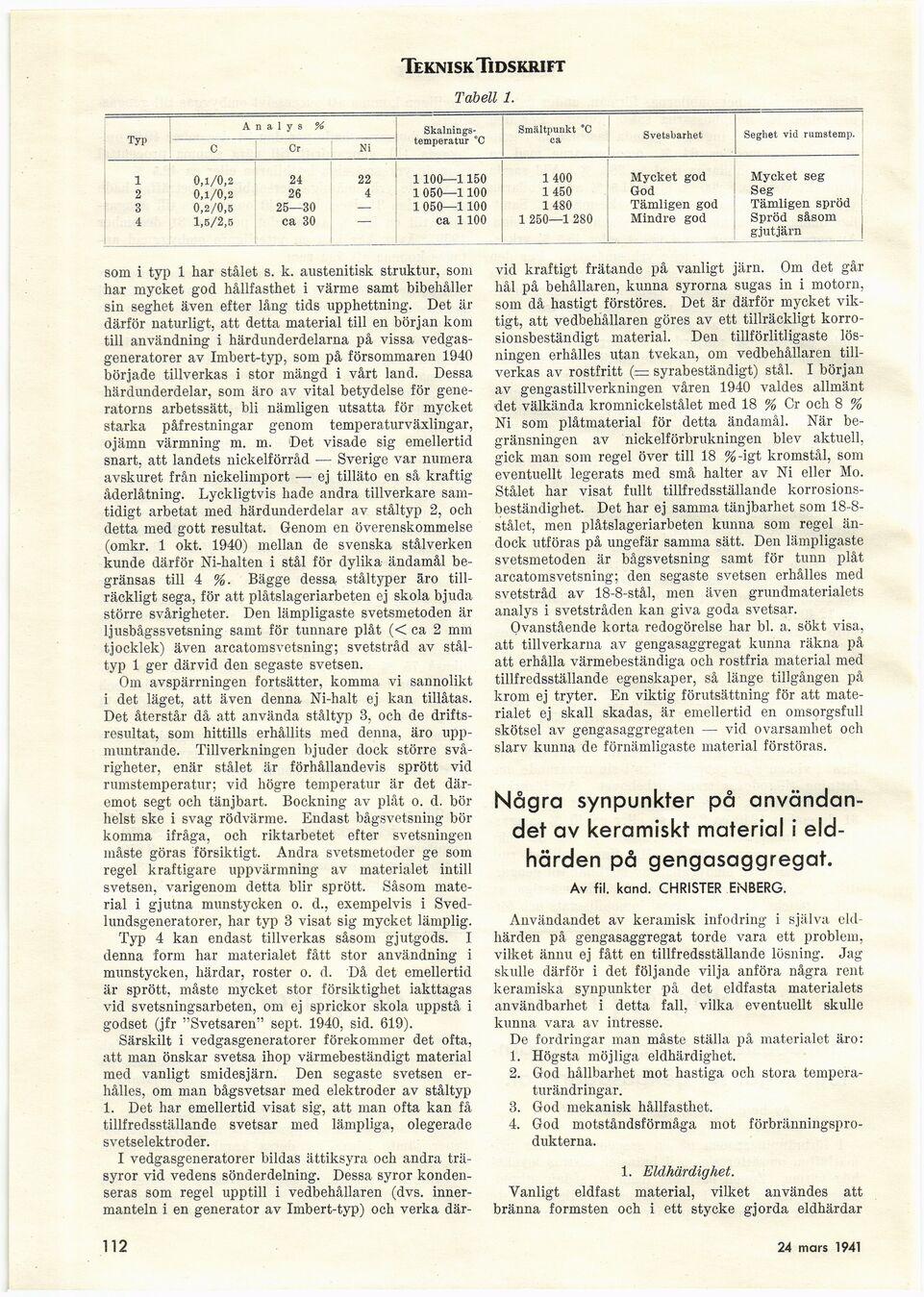
Tabell 1.
Typ A C n a 1 y s % Or Ni [-Skalningstemperatur-] {+Skalnings- temperatur+} °C Smältpunkt "C ca Svetsbarhet ■ Seghet vid rumstemp.
1 0,1/0,2 24 22 1100—1150 1400 Mycket god Mycket seg
2 0,1/0,2 26 4 1 050—1100 1450 God Seg
3 0,2/0,5 25—30 — 1 050—1 100 1480 Tämligen god Tämligen spröd
4 1,5/2,5 ca 30 — ca 1 100 1 250—1 280 Mindre god Spröd såsom
gjutjärn
som i typ 1 har stålet s. k. austenitisk struktur, som
har mycket god hållfasthet i värme samt bibehåller
sin seghet även efter lång tids upphettning. Det är
därför naturligt, att detta material till en början kom
till användning i härdunderdelarna på vissa
vedgasgeneratorer av Imbert-typ, som på försommaren 1940
började tillverkas i stor mängd i vårt land. Dessa
härdunderdelar, som äro av vital betydelse för
generatorns arbetssätt, bli nämligen utsatta för mycket
starka påfrestningar genom temperaturväxlingar,
ojämn värmning m. m. Det visade sig emellertid
snart, att landets nickelförråd — Sverige var numera
avskuret från nickelimport — ej tilläto en så kraftig
åderlåtning. Lyckligtvis hade andra tillverkare
samtidigt arbetat med härdunderdelar av ståltyp 2, och
detta med gott resultat. Genom en överenskommelse
(omkr. 1 okt. 1940) mellan de svenska stålverken
kunde därför Ni-halten i stål för dylika ändamål
begränsas till 4 %. Bägge dessa ståltyper äro
tillräckligt sega, för att plåtslageriarbeten ej skola bjuda
större svårigheter. Den lämpligaste svetsmetoden är
ljusbågssvetsning samt för tunnare plåt (< ca 2 mm
tjocklek) även arcatomsvetsning; svetstråd av
ståltyp 1 ger därvid den segaste svetsen.
Om avspärrningen fortsätter, komma vi sannolikt
i det läget, att även denna Ni-halt ej kan tillåtas.
Det återstår då att använda ståltyp 3, och de
driftsresultat, som hittills erhållits med denna, äro
uppmuntrande. Tillverkningen bjuder dock större
svårigheter, enär stålet är förhållandevis sprött vid
rumstemperatur; vid högre temperatur är det
däremot segt och tänjbart. Bockning av plåt o. d. bör
helst ske i svag rödvärme. Endast bågsvetsning bör
komma ifråga, och riktarbetet efter svetsningen
måste göras försiktigt. Andra svetsmetoder ge som
regel kraftigare uppvärmning av materialet intill
svetsen, varigenom detta blir sprött. Såsom
material i gjutna munstycken o. d., exempelvis i
Svedlundsgeneratorer, har typ 3 visat sig mycket lämplig.
Typ 4 kan endast tillverkas såsom gjutgods. I
denna form har materialet fått stor användning i
munstycken, härdar, roster o. d. Då det emellertid
är sprött, måste mycket stor försiktighet iakttagas
vid svetsningsarbeten, om ej sprickor skola uppstå i
godset (jfr "Svetsaren" sept. 1940, sid. 619).
Särskilt i vedgasgeneratorer förekommer det ofta,
att man önskar svetsa ihop värmebeständigt material
med vanligt smidesjärn. Den segaste svetsen
erhålles, om man bågsvetsar med elektroder av ståltyp
1. Det har emellertid visat sig, att man ofta kan få
tillfredsställande svetsar med lämpliga, olegerade
svetselektroder.
I vedgasgeneratorer bildas ättiksyra och andra
träsyror vid vedens sönderdelning. Dessa syror
kondenseras som regel upptill i vedbehållaren (dvs.
inner-manteln i en generator av Imbert-typ) och verka där-
vid kraftigt frätande på vanligt järn. Om det går
hål på behållaren, kunna syrorna sugas in i motorn,
som då hastigt förstöres. Det är därför mycket
viktigt, att vedbehållaren göres av ett tillräckligt
korro-sionsbeständigt material. Den tillförlitligaste
lösningen erhålles utan tvekan, om vedbehållaren
tillverkas av rostfritt (= syrabeständigt) stål. I början
av gengastillverkningen våren 1940 valdes allmänt
det välkända kromnickelstålet med 18 % Cr och 8 %
Ni som plåtmaterial för detta ändamål. När
begränsningen av nickelförbrukningen blev aktuell,
gick man som regel över till 18 %-igt kromstål, som
eventuellt legerats med små halter av Ni eller Mo.
Stålet har visat fullt tillfredsställande
korrosionsbeständighet. Det har ej samma tänjbarhet som
18-8-stålet, men plåtslageriarbeten kunna som regel
ändock utföras på ungefär samma sätt. Den lämpligaste
svetsmetoden är bågsvetsning samt för tunn plåt
arcatomsvetsning; den segaste svetsen erhålles med
svetstråd av 18-8-stål, men även grundmaterialets
analys i svetstråden kan giva goda svetsar.
Ovanstående korta redogörelse har bl. a. sökt visa,
att tillverkarna av gengasaggregat kunna räkna på
att erhålla värmebeständiga och rostfria material med
tillfredsställande egenskaper, så länge tillgången på
krom ej tryter. En viktig förutsättning för att
materialet ej skall skadas, är emellertid en omsorgsfull
skötsel av gengasaggregaten — vid ovarsamhet och
slarv kunna de förnämligaste material förstöras.
Några synpunkter på
användandet av keramiskt material i
eldhärden på gengasaggregat.
Av fil. kand. CHRISTER ENBERG.
Användandet av keramisk infodring i själva
eldhärden på gengasaggregat torde vara ett problem,
vilket ännu ej fått en tillfredsställande lösning. Jag
skulle därför i det följande vilja anföra några rent
keramiska synpunkter på det eldfasta materialets
användbarhet i detta fall. vilka eventuellt skulle
kunna vara av intresse.
De fordringar man måste ställa på materialet äro:
1. Högsta möjliga eldhärdighet.
2. God hållbarhet mot hastiga och stora
temperaturändringar.
3. God mekanisk hållfasthet.
4. God motståndsförmåga mot
förbränningsprodukterna.
1. Eldhärdighet.
Vanligt eldfast material, vilket användes att
bränna formsten och i ett stycke gjorda eldhärdar
112
24 mars 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}