
Full resolution (JPEG) - On this page / på denna sida - Häfte 13. 29 mars 1941 - Maskinella hjälpmedel för flytande tillverkning, av K. W. Luhr - Flytande tillverkning i praktiken: Flytande tillverkning vid Telefonaktiebolaget L. M. Ericsson, av Hans Thorelli

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
att avskräcka den som eventuellt funderar på en
sådan omläggning från att förverkliga sina
aspirationer, utan jag önskar endast avslutningsvis
understryka den utomordentliga vikten av noggranna, på
sakkunskap och tidigare erfarenheter grundade
förberedelser för övergången. Den som verkligen gjort
sitt bästa i detta avseende får i rikligt mått njuta
frukterna härav genom att de obehagliga
överraskningarna, sedan man väl kört igång och det kanske
är för sent att rätta till, bli reducerade till ett
minimum. En illa förberedd och genomförd omläggning
ger däremot oftast upphov till friktioner av olika
slag och skapar oro på arbetsplatsen, vilken kan
undgås genom grundliga förberedelser.
Flytande tillverkning i praktiken.
Flytande tillverkning vid
Telefonaktiebolaget L. M. Ericsson.
Jag skall försöka att fatta mig så kort som
möjligt. Detta i alla synnerhet, som jag antagligen ej
alls kommer att tala om flytande tillverkning —
åtminstone om man skall följa inledarens definition,
där ett villkor är att arbetet skall vara tvångsstyrt
och ett annat att arbetsoperationerna skola följa på
varandra även i den geografiska ordning, vari
arbetarna äro placerade.
Vi hava en synnerligen egenartad produktion, vilket
kanske varje tillverkare anser om sin tillverkning.
Vi framställa nämligen från silverkontakter, som äro
dubbelt så stora som ett knappnålshuvud, till stativ,
som äro över tre m höga och en halv m i
fyrkant och som bestå av hyvlade balkar och
gjutjärnskonsoler. Vid planerandet av våra nya verkstäder
hava vi därför i största utsträckning sökt att
till-lämpa följande fem principer:
I. Specialavdelningars självförsörjning.
II. Maskingrupper av olikartade maskiner
(maskinkedjor).
III. Mekanisering.
IV. Löpande band.
V. Flytande tillverkning.
I. Med specialavdelnings självförsörjning mena vi,
att en verkstadsavdelning av utpräglad
sammansättningskaraktär förses med maskiner och
specialanordningar, så att den i största möjliga utsträckning blir
oberoende av andra avdelningars leveranser. Så
tillverkas t. e. silverkontakter vilka nitas i fjädrarna på
samma avdelning som
sätter ihop s. k. reläer
(fig. 3). Fjädrar och
kontakter förekomma i
ett otal kombinationer
och skulle dessa
levereras av en annan
avdelning, skulle man vara
beroende av en idealisk
och tämligen dyrbar
planering för dessa
detaljer, eller också skulle
det erfordras mycket
stora lager.
II. [-Maskingruppsprin-cipen-] {+Maskingruppsprin-
cipen+} eller
maskinkedje-principen. Denna är ju
känd: att ställa
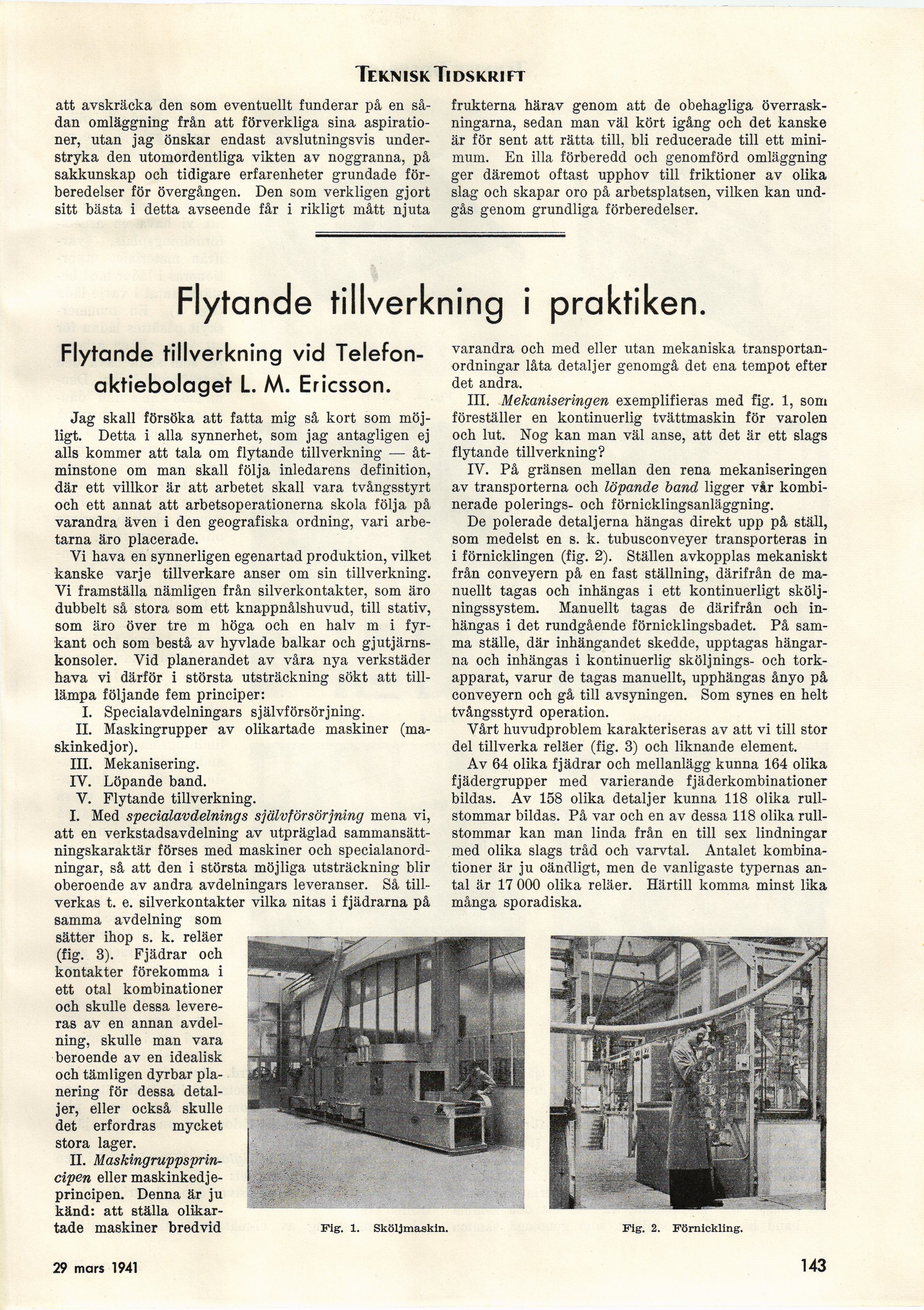
olikartade maskiner bredvid Fig-, i. sköijmaskin,
varandra och med eller utan mekaniska
transportanordningar låta detaljer genomgå det ena tempot efter
det andra.
III. Mekaniseringen exemplifieras med fig. 1, som
föreställer en kontinuerlig tvättmaskin för varolen
och lut. Nog kan man väl anse, att det är ett slags
flytande tillverkning?
IV. På gränsen mellan den rena mekaniseringen
av transporterna och löpande band ligger vår
kombinerade polerings- och förnicklingsanläggning.
De polerade detaljerna hängas direkt upp på ställ,
som medelst en s. k. tubusconveyer transporteras in
i förnicklingen (fig. 2). Ställen avkopplas mekaniskt
från conveyern på en fast ställning, därifrån de
manuellt tagas och inhängas i ett kontinuerligt
skölj-ningssystem. Manuellt tagas de därifrån och
inhängas i det rundgående förnicklingsbadet. På
samma ställe, där inhängandet skedde, upptagas
hängar-na och inhängas i kontinuerlig sköljnings- och
tork-apparat, varur de tagas manuellt, upphängas ånyo på
conveyern och gå till avsyningen. Som synes en helt
tvångsstyrd operation.
Vårt huvudproblem karakteriseras av att vi till stor
del tillverka reläer (fig. 3) och liknande element.
Av 64 olika fjädrar och mellanlägg kunna 164 olika
fjädergrupper med varierande fjäderkombinationer
bildas. Av 158 olika detaljer kunna 118 olika
rull-stommar bildas. På var och en av dessa 118 olika
rull-stommar kan man linda från en till sex lindningar
med olika slags tråd och varvtal. Antalet
kombinationer är ju oändligt, men de vanligaste typernas
antal är 17 000 olika reläer. Härtill komma minst lika
många sporadiska.
Fig. 2. Förnickling.
29 mars 1941
143
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}